Выбор марки стали и ее описание
Описание операций технологического процесса
Выбор нагревающей среды производиться с учетом желательности применения газовых искусственных атмосфер для нагрева без окисления и обезуглероживания
ВЫБОР И РАСЧЕТ ОБОРУДОВАНИЯ
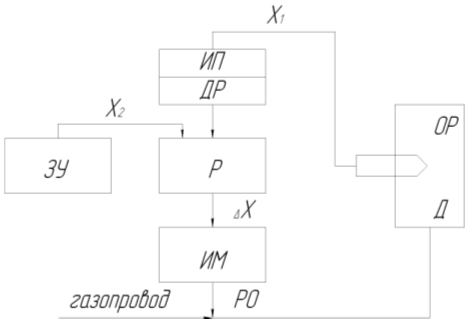
Устройство и работа составных частей изделия
Вспомогательное оборудование
Расчет дополнительного оборудования
Навигация
Проект участка химико-термической обработки
Проект участка химико-термической обработки
50367
знаков
8
таблиц
3
изображения
Министерство образования и науки Украины



Национальный политехнический университет
Харьковский политехнический институт
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ
на тему «Проект участка химико-термической обработки»
Харьков 2006 г.
РЕФЕРАТ
Настоящая научно-исследовательская работа содержит 53 страниц, 9 рисунков, 6 таблиц, 7 используемых источников литературы, 3 схемы, графическую часть, состоящую из 2 чертежей и 1 плаката.
СТАЛЬ СТРУКТУРА СВОЙСТВА ЗУБЧАТОЕ КОЛЕСО ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС АВТОМАТИЗАЦИЯ МЕХАНИЗАЦИЯ ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Целью проекта является проектирование участка химико-термической обработки зубчатых колёс коробки передач с раздаточной коробкой.
Произведен анализ нагружения детали, структура детали.
Выбрана марка стали и разработан технологический процесс термообработки. Проведен расчет температурно-временных параметров процесса, а также основного, вспомогательного и дополнительного оборудования, производственной программы, предложены средства механизации и автоматизации процесса. Рассчитаны площади и спроектирована планировка участка и печей СШЦМ-6.12/10 и СШО-6.12/3.
В работе содержится графическая часть, включающая планировку участка, термического оборудования, схема технологической карты и маршрутная технология.
ВВЕДЕНИЕ
Одной из основных задач в машиностроении является широкое технологическое нерациональное производство насосов и другой техники используемой в промышленности. Для полного обеспечения в промышленности необходимо повысить количество высокоэффективной техники.
Большое значение для ее расширения имеет проблема повышения долговечности деталей поршней и другой техники, и расхода запаса частей.
Существующее производство имеет ряд недостатков, поэтому требуется введение новых процессов. Широкое применение термообработки в машиностроении обусловлено возможностью эффективного повышения качества надежности машин и входящих в них механизмов, увеличение срока службы и повышение технологических характеристик, что приведет к улучшению качества работ на таких машинах. Поэтому дальнейшее совершенствование и реконструкция термических цехов - главная задача, которую необходимо решить в ближайшее время. В основе термической обработки лежат процессы нагрева и охлаждения, поэтому нагревательные и охлаждающие устройства составляют основу оборудования термических цехов. Применение автоматизированных печей, поточных линий и агрегатов позволяет повысить эффективность производства, производительность труда, достигнуть стабильности выполнения термических процессов, сократить количество рабочих и необходимых площадей, упростить планирование производства.
Непрерывное совершенствование термических процессов, оборудования и внедрения наиболее прогрессивных методов производства - характерные черты современной промышленности.
1. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
1.1 Анализ нагружения деталей и требования к ним
Зубчатые колёса широко применяют в машинах, механизмах и приборах различных отраслей машиностроения. Наилучшая макроструктура зубчатых колёс получается при штамповке, когда расположение волокон соответствует конфигурации колеса, так как в этом случае прочность на изгиб повышается.
Зубчатое колесо коробки передач с раздаточной коробкой, испытывает циклические нагрузки и трение при движении. При трении сопряжённых поверхностей имеет место износ поверхности, который является сложным процессом. При работе испытывает циклический изгиб и контактное напряжение.
Следовательно, для данной детали требуется предел выносливости, высокая контактная и усталостная прочность, прочность при изгибе, ударе и износостойкость зуба, твердость поверхности, обеспечивающие надежность и длительность в эксплуатации данного зубчатого колеса в соответствующем узле.
1.2 Структура деталей
В машиностроении потребляется около 40% от производства в стране стали и по числу марок машиностроительной стали, являются многочисленными. Они используются в зависимости от вида деталей, их назначения и условий эксплуатации.
Для зубчатых колес, втулок, обойм, гильз, дисков, плунжеров, рычагов и других деталей, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины, применяются следующие марки сталей: 20Х, 12ХНЗА,12Х2Н4А, 25ХГМ, 20ХН2М, 18ХГТ, 25ХГТ, 30ХГТ, 20ХГР.
Заготовка попадает на завод в нетермообработанном виде со структурой феррит + перлит, то есть изготовлена из стали 25ХГТ, подходящей для деталей в условиях ее эксплуатации.
Для зубчатого колеса необходимо получение высокой твердости HRC 59 - 63 единицы, прочности, износостойкости поверхностного слоя в сочетании с пластичной сердцевиной самого изделия, что достигается с помощью химико-термической обработки.
После обработки зубчатое колесо должно иметь следующую структуру:
- поверхностный слой - Мзак + карбиды + Аост.
- Сердцевина - бейнитная.
Похожие работы
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...
... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... 5. Для низкого отпуска: ; ; п/ч; п/ч; ; ; ; ; . . Выбор приспособления Рис.23 Этажерка Выбор оборудования зависит от технологии термической обработки, применяемого оборудования, материалов и габаритов изделия. Так как приспособление испытывает постоянный перепад ...
... 3. РАСЧЕТ ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ 3.1 Технико-экономическое обоснование основного, дополнительного и вспомогательного оборудования Основным оборудованием термического отделения для термообработки холоднокатаного листа является агрегат непрерывного отжига. Печная часть агрегата включает многокамерную башенную печь отжига, установки и камеры ускоренного перестаривания и ...
0 комментариев