Навигация
Расчет технологических норм времени на сварочные операции
41362
знака
10
таблиц
5
изображений
1.6 Расчет технологических норм времени на сварочные операции
Под технологическими нормами времени понимают продолжительность времени, необходимого для дополнения операции в условиях, для нее предусмотренных.
Для определения нормы времени на сварную конструкцию необходимы исходные данные.
Исходные данные:
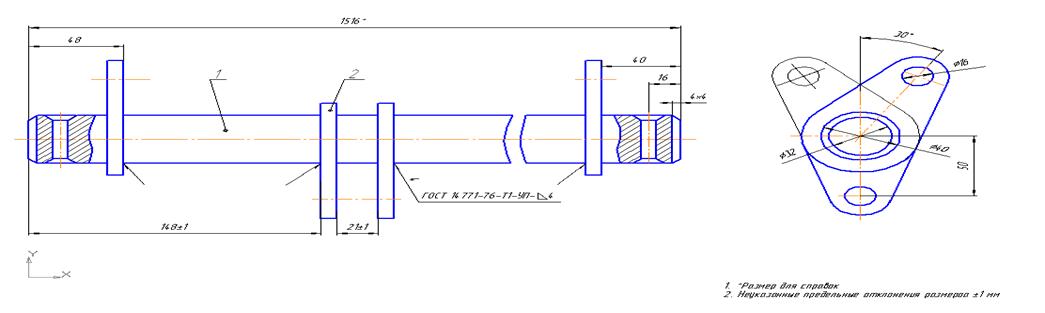
Тип шва – Т1, У4
Толщина металла – 10мм.
Диаметр варочной проволоки – 1,6мм.
Длина шва -1,286мм.
Условия работы – стационарное
Масса узла 10кг.
Количество изделий – 1 шт.
Работа – простая
Положения шва – нижнее
Таблица № 10 - Норма времени на тавровые и угловые швы
| № п/п | Наименование работы и тип производства | № карты позиции | Время, мин. | Значение коэфф. |
| 1 2 3 4 5 6 | Установка и снятия изделия Обмазка вручную оклошовной зоны спецраствором Сварка Зачистка оклошовной зоны от брызг Тип производства – серийное Подготовительно – заключительное время | 82,13а 74,1а 6,10д 75,6г - 86,6а | 0,58 0,43 8,5 0,61 - 17,0 | - - - - 1,2 - |
Штучное время определяется по формуле:
Тшт=(Тнш*L+Тви)К1-n [9], стр. 6 (10)
где Тшт – время, связанное со швом, мин
L– длина шва, м.
Тви – время связанное с изделием, мин.
К – коэффициент, учитывающий условия работы
Принятые числовые значения символов
Тви = 0,58 мин.
L = 1,286 мv.
Тнш =9,54 мин.
К = 1,2
Решение:
Тшт =((8,5+0,43+0,61)*1,286+0,58)*1,2=15,42 мин.
Определяем норму времени на сварку изделия по формуле:
Нвр = Тшт +Тпз/n [9], стр. 6 (11)
где Тпз – подготовительно – заключительное время, мин.
n – количество изделий, шт.
Принятые числовые значения символов:
Тпз =17 мин.
n = 1 шт
Решение:
Нвр = 15,42+17/1=32,42 мин.
1.7 Расчет норм расхода вспомогательных материалов
Техническая норма расхода материалов есть минимальная количество материалов необходимое для изготовлении изделия в соответствии с проектом.
Нормы расхода материалов должны быть прогрессивными, соответствовать современному уровню сварочной техники и технологии. Прогрессивность норм расхода материалов закладывается в стадии проектирования сварочной конструкции. И разработка технологического процесса ее изготовление рациональное конструкторское–технологическими решениями, обеспечивающими минимальную массу на плавленого металла и высокую экономичность методов сварки, пайки, резки, наплавки.
Вспомогательные сварочные материалы обеспечивают протекание процессов сварки, пайки, наплавки, резки, определяя качество получаемых соединений и заготовок.
Вспомогательным сварочным материалом относятся электроды, присадочные материалы, защитные газы, флюсы.
Расчет норм производится по справочникам, директивным материалам, инструкциям на основании чертежей изделия и технологического процесса и его изготовления.
Для различных методов электродуговой сварки норма Нэ(кг) электродов и электродной проволоки определяется произведением удельной норм расхода qэ (кг/м) на длину шва L(м).
Нэ=qэ*ℓ,кг [8], стр. 20 (12)
Удельную норму расходов материалов определяем по формуле:
qэ=Кр*mn[8], стр. 20 (13)
где, Кр – коэффициент расхода, учитывающий потери электродной проволоки;
mn– масса наплавленного металла, кг/м.
Массу наплавленного металла определяем по формуле:
mn= ρFн*10-3,кг/м [8], стр. 20 (14)
где ρ – плотность наплавленного металла шва, г/см3 ;
Fн – площадь поперечного сечения, мм2 ;
Принятые числовые значения Кр=1,15.
Расход защитного газа Н2 при сварке в СО2 определяется по формуле:
Н2 = Q2*ℓ+Qдоп, л [8], стр. 21 (15)
где Q2 – удельная норма расхода газа на 1м шва , л.
ℓ– длина шва, м
Qдоп – дополнительный расход газа на подготовительно – заключительные операции, л.
Удельная норма расхода газа определяем по формуле:
Q2=q2*to [8], стр. 21 (16)
где q2 – оптимальный расход газа, л/мин. По ротометру.
to – время сварки одного металла шва, мин.
Дополнительный расход газа определяем по формуле:
Qдоп = tпз*q2 [8], стр. 21 (17)
где tпз – подготовительно заключительное время, мин.
Принятые числовые значения:
tпз = 17,0 мин
q2 = 0,25 л/мин.
Определяем основное время сварки по формуле:
to = Fн*ρ*60/Iсв*αн[8], стр. 22 (18)
где αн – коэффициент наплавки, г/А*ч.
Приняты числовые значения символов:
αн = 8÷12г/А*ч
Fн = 51,7мм2
Iсв = 360А
ρ =7,8г/см3
Решение:
to= 51.7*7.8*60/360*8=8.4мин
Находим удельную норму расхода газа:
Q2 = 7.25*8.4=60.9л
Рассчитываем дополнительный расход газа:
Qдоп = 17,0мин*0,25=4,25л
Рассчитываем расход СО2
Н2 = 60,9*1,286+4,25=82,6 кг
Находим расчетную массу наплавленного металла
mн = 7,8*51,7*10-3 = 0,4кг/м
qэ =1,15*0,4=0,46 кг/м
Нэ=0,46кг/м*1,286м=0,6кг
Похожие работы
... приспособления. Исходя из вышеперечисленных требований, произведем базирование изделия с учетом опорных и фиксирующих элементов приспособления изделия « Вал заднего запора» Рисунок 3– Базирование изделия «Вал запора заднего борта» 2.2.Расчет элементов узла приспособления Для фиксации деталей в приспособлении используется рычажной прижим. Рисунок 4– Кинематическая схема рычажного ...

... комплекса (выходные формы); - производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствования работы информационно технической системы автотранспортного предприятия; - в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, ...
... . Работы, связанные с монтажом -демонтажем шин, их обслуживанием, ремонтом (подкачкой, балансировкой и т. д.), составляют 3—7% общей трудоемкости ТО и ремонта автомобилей. От 3 до 6 чел. на АТП средней мощности заняты технической эксплуатацией шин. В зависимости от конструктивных особенностей шин расход топлива автомобиля может меняться на 4—7 %. Несоблюдение параметров технического состояния шин ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев