Навигация
2. Конструкторский раздел
2.1 Расчет и конструирование узла сборочно-сварочного приспособления
Сварные строительные металлоконструкции изготавливаются на специализированных заводах, строительных и монтажных площадках, производственных площадках, производственных базах монтажных организаций. При серийном и массовом производстве конструкций на специализированных заводах широко применяют комплексно-механизированные и автоматизированные линии, сборочно-сварочные установки и другое типовое и специализированное оборудование.
Монтаж сборочных железобетонных и металлических конструкций предполагает их укрупнение, подъем, временное закрепление, выверку установленных элементов, сварку испытанием. Все это так же требует применение различных сборочно-сварочных приспособлений, специализированного сварочного оборудования, домкратов, постаментов, опор, подвесок и т.д.
Сборочно-сварочными приспособлениями называются дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранение или уменьшение деформации напряжений, а так же контроля.
Сборочно-сварочные приспособления бывают ручными, механизированными и автоматизированными. По приводу приспособления делятся на пневматические, гидравлические, ручные, электромеханические и др.
Сборочно-сварочные приспособления классифицируются по нескольким признакам:
- по выполняемым операциям технологического процесса в сварочном производстве - приспособления для разметки, термической резки, сборки под сварку, сварки и для контроля;
- по виду обработки и метода сварки - приспособления для электродуговой сварки, электрошлаковой сварки, контактной сварки, наплавки, пайки и др.;
- по степени специализации- приспособления специальные, универсальные, переналаживаемые, специализированные;
- по уровню механизации и автоматизации - приспособления ручные, механизированные, полуавтоматические и автоматические;
- по виду установки- приспособления стационарные, передвижные, переносные;
- по необходимости и возможности поворота - поворотные и неповоротные;
- по источникам энергии привода вращения, перемещения, зажатия детали-приспособления пневматические, гидравлические, электромеханические и др.
Применение сборочно-сварочных приспособлений позволяет уменьшить трудоемкость работы, повысить производительность труда, сократить длительность производительного цикла, улучшить условия труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствует повышению комплексной механизации и автоматизации производства.
К конструкциям сборочно-сварочных приспособлений предъявляется целый ряд требований:
- удобство в эксплуатации;
- обеспечение заданной последовательности сборки и наложения швов в соответствии с разработанным технологическим процессом;
- обеспечение заданного качества сварного изделия;
- обеспечение сборки всей конструкции с одной установки, наименьшего числа поворотов при сборке и прихватке, свободного съема собранного изделия;
- технологичность детали и узлов приспособления, а также применения приспособления в целом;
- использование механизмов для загрузки, подачи и установки деталей, снятия, выталкивания и выброски собранного изделия.
Приспособление должно быть ремонтоспособным, безопасным в эксплуатации, иметь достаточно высокий срок службы, для этого следует предусмотреть возможность замены быстро изнашиваемых деталей и восстановления требуемой точности приспособления.
Базирование называют определение положения деталей в изделии относительно друг друга или изделия относительно приспособления, рабочего инструмента, технологичности сварочного оборудования.
Установочной базой следует считать каждую поверхность детали, которой она соприкасается с установочными поверхностями приспособления.
Любое твердое тело имеет 6 степеней свободы: перемещение в направлении трех координатных осей x y z и вращения относительно этих же осей wx, wy, wz. Для базирования любой детали требуется выполнять правило 6 точек: чтобы предать детали в полнее определенное положение в приспособлении, необходимо и достаточно иметь 6 точек опоры, лишающих деталь всех 6 степеней свободы.
Силой замыкания с помощью прижимов предусматривают для предупреждения смещения деталей в результате температурного расширения металла от случайных нагрузок и от собственной массы.
При установки деталь не допустимо использовать более 6 опорных точек. Лишние опорные точки препятствуют правильной установки детали, при закреплении ее, положение нарушается.
Поверхность детали с тремя опорными точками называются главной базирующей; боковая поверхность - направляющей; торцевая поверхность с одной точкой - упорной.
В качестве главной базирующей поверхности желательно выбирать, имеющую наибольшие габаритные размеры, а в качестве направляющей- поверхности наибольшей протяженности.
Выполняем базирование детали исходя из выше указанных требований к приспособлениям.
В сборочно-сварочном приспособлении чаще всего применяется прижимы с механическим, пневматическим, гидравлическим, магнитным или электромеханическим приводом.
По степени механизации зажимы делят на:
- ручные - работающие от мускульной силы рабочего;
- механизированные – работающие от силового привода, управляемого вручную;
- автоматизированные – осуществляющие зажим и закрепление деталей и узлов без участия рабочего.
Различные конструкции зажимов имеют разное время срабатывания и закрепления (открепления) деталей.
Закрепляемые детали должны находиться в равновесии под действием всех сил зажима, а также сил, возникающих в процессе сварки, и реакции опор.
Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами.
Использование специальной сборочно-сварочной оснастки позволяет повысить производительность труда, обеспечить точность сборки-сварки и улучшить качество изготавливаемого узла. В данном проекте для изготовления изделия «Задний борт» применяется специализированная оснастка, целью, которой является обеспечение правильного расположения деталей собираемого узла. Приспособление представляет жесткий каркас в виде поперечин коробчатого сечения, на которых расположены упоры, фиксаторы и прижимы. При сборке детали устанавливают в приспособлении вручную и поочередно, зафиксировав их ручными прижимами, которые обеспечивают необходимую точность данной конструкции.
В нашем конкретном случае применение пневмоприжимов не целесообразно, ввиду не большой производственной программы.
Данное приспособление очень компактно, удобно в эксплуатации, удобно, и легко переналаживаемое.
Исходя из вышеперечисленных требований, произведем базирование изделия «Задний борт» с учетом опорных и фиксирующих элементов приспособления.
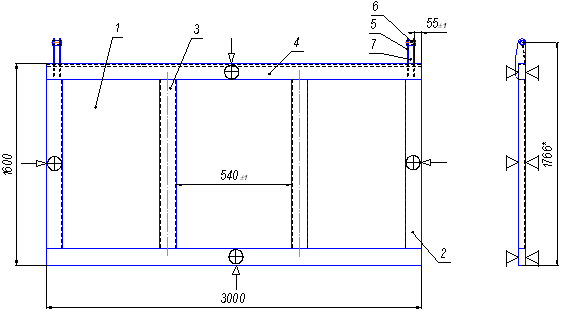
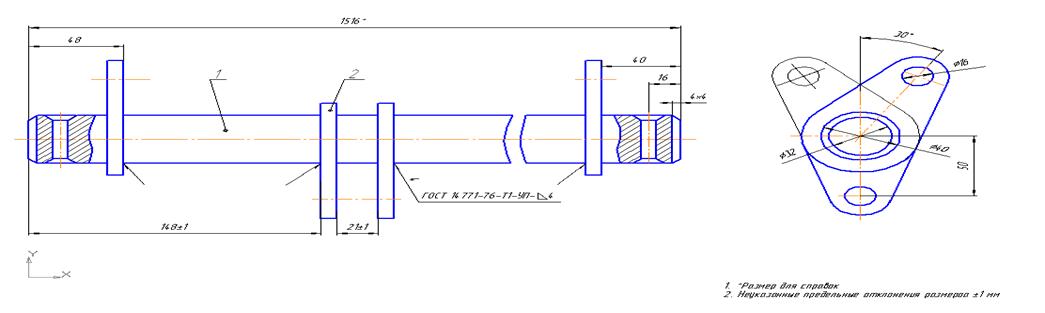
Рисунок 3 – Базирование изделия «Задний борт»
2.2 Расчет элементов узла приспособления
Зажимные механизмы предназначаются для закрепления установленных в приспособлении, детали, заготовок, сборочных единиц и должны отвечать ряду требований.
1. Зажимное усилие должно прилагаться в выбранной точке и иметь направление, указанное в схеме закрепления. Как правило, зажимы располагаются над опорами или в близи них. Они не должны создавать опрокидывающего момента.
2. Зажимные механизмы должны развивать заданное расчетное усилие для надежного закрепления детали.
3. Расчет элементов зажимов должен производиться по заранее выбранному или рассчитанному усилию, развиваемому зажимом, а не на оборот.
4. Зажимы не должны нарушать заданное положение детали, портить их поверхности и вызывать деформирование.
5. Прижимы должны быть быстродействующими.
6. Зажимные механизмы должны быть удобными и безопасными в работе.
Для сборки сварки изделия «Задний борт» применяются ручные рычажные прижимы. Для увеличения усилий в 3-7 раз применяются простые шарнирно-рычажные прижимы.
Ручной прижим действует за счет перехода рычагов через мертвую точку (четырехшарнирная схема).
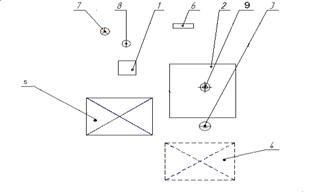
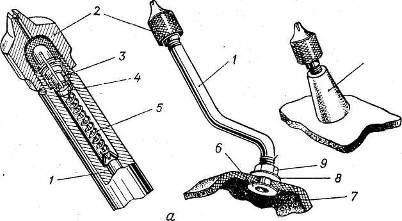
Прижим состоит из стойки 1, на которой шарнирно закреплены рукоятка 3-на оси 2 и рычаг 7 на оси 6. Рукоятка и рычаг связаны между собой планками 4, сидящими на осях 5 и 11. На конце рычага 7 закреплен нажимной винт 8, длина которого регулируется гайками 9.
При движении рукоятка влево планки 4 нажимают на рычаг 7 и винт 8 закрепляет детали. При обратном движении рукоятки рычаг, поворачиваясь вокруг оси 6, отводит винт и освобождает детали.
В закрепленном состоянии продольная ось рукоятки должна перейти в вертикальное положение. Надежное закрепление детали обеспечивается расположением рукоятки 3 под небольшим углом к планке 4. дальнейший ход рукоятки ограничивается стопором 10.
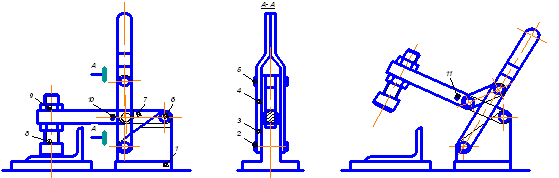
Рисунок 4. Ручной прижим
С помощью рычага изменяют величину и направление передаваемой силы, осуществляют одновременное и равномерное закрепление заготовки.
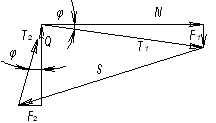
Рисунок 5. Схема действия сил
Из силового многоугольника приближенно: ![]()
![]() [2] стр. 34 (18)
[2] стр. 34 (18)
при l1<l2 S≈0,96N+0,4Q;
Плечо l1= 150 мм
Плечо l2 =200 мм
Сила зажима Q = 5 кН
Подставляя значение S в уравнение равновесия, получим из вышеуказанного условия:
![]() [2] стр. 34 (19)
[2] стр. 34 (19)
Радиус круга трения ![]() . Значение
. Значение ![]() можно брать 0,18-0,20.
можно брать 0,18-0,20.
Радиус круга![]() = 25 мм
= 25 мм
![]() .
.
Из полученных зависимостей видно, что для уменьшения потерь на трение нужно уменьшить радиус оси и плеча ![]()
![]() *мм
*мм
![]()
2.3 Описание работы спроектированного узла приспособления
Сборка-сварка изделия выполняется по технологическому процессу в следующей последовательности;
1. Установить в приспособление по упорам основание.
2. Установить на основание по упорам: опору; щеку – 2 шт., зажать ручными прижимами и прихватить.
3. Установить по разметке согласно эскиза на основание косынки-4шт. Прихватить в 2 местах каждую косынку.
4. Освободить узел от прижимов и произвести доварку сварочного узла.
5. Снять сварочный узел с приспособления, развернуть на 180º и установить на цеховую подставку.
6. Произвести обварку узла.
3. Организационная часть
3.1 Мероприятия по защите окружающей среды
Наиболее эффективной формой защиты природной среды от выбросов промышленных предприятий является разработка и внедрение безотходных и малоотходных технологических процессов во всех отраслях промышленности.
Безотходная технология – это активная форма защиты окружающей среды от вредного воздействия, которая представляет собой комплекс мероприятий технологических процессов от обработки сырья до использования готовой продукции, в результате чего сокращается до минимума количества вредных выбросов.
К пассивным методам защиты относят устройства и системы окружающей среды, которые применяют для очистки вентиляционных и технологических выбросов от вредных примесей; рассеяния их в атмосфере; очистки сточных вод; глушения шума уменьшения уровней инфразвука, ультразвука и вибраций на путях их распространения; экранирование источников энергетического загрязнения окружающей среды; захоронения, ликвидации и обезвреживания токсичных и радиоактивных отходов.
Можно выделить два основных направления по обеспечению чистоты атмосферы от загрязнений «сокращение количества выброса вредных веществ и их обезвреживания».
Широко применяют газо, пыли – и туманно-улавливающие аппараты и системы.
Загрязнения, поступающие в окружающую среду могут быть, естественного и антропогенного происхождения. К естественным источникам относятся пыльные бури, вулканические извержения, космическая пыль, лесные пожары, и др. к источникам антропогенного воздействия на окружающую среду относятся выбросы промышленных предприятий, транспортно-энергетических систем и др.
Предлагается на данном производстве использовать несколько мероприятий для уменьшения негативного воздействия работы предприятия на окружающую среду:
1. общецеховая система вытяжки с встроенными в нее фильтрами и обратной подачей в цех свежего воздуха;
2. вытяжка с места сварки, которая осуществляется при помощи руководствующихся непосредственно на расстоянии 30-50 см от места горения дуги. Эти рукава почти полностью поглощают отходы горения сварочной дуги;
3. надежная система утилизации и переработки промышленных отходов во избежание почвы тяжелыми металлами и их оксидами;
4. высаживание зеленых насаждений;
5. для уменьшения шума применяют экраны, кожухи и глушители.
Важная роль в деле охраны окружающей среды отводятся организационным мероприятиям и архитектурно – планировочным решением: выведение промышленных предприятий из крупных городов и сооружений новых в малонаселенных районах с малопригодными для сельского хозяйства; рациональная планировка городской застройки; установление санитарно-защитных зон вокруг предприятий.
Похожие работы
... приспособления. Исходя из вышеперечисленных требований, произведем базирование изделия с учетом опорных и фиксирующих элементов приспособления изделия « Вал заднего запора» Рисунок 3– Базирование изделия «Вал запора заднего борта» 2.2.Расчет элементов узла приспособления Для фиксации деталей в приспособлении используется рычажной прижим. Рисунок 4– Кинематическая схема рычажного ...

... комплекса (выходные формы); - производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствования работы информационно технической системы автотранспортного предприятия; - в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, ...
... . Работы, связанные с монтажом -демонтажем шин, их обслуживанием, ремонтом (подкачкой, балансировкой и т. д.), составляют 3—7% общей трудоемкости ТО и ремонта автомобилей. От 3 до 6 чел. на АТП средней мощности заняты технической эксплуатацией шин. В зависимости от конструктивных особенностей шин расход топлива автомобиля может меняться на 4—7 %. Несоблюдение параметров технического состояния шин ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев