Навигация
1.4 Расчет режимов сварки
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При сварке такими характеристиками являются: диаметр сварочной проволоки, сила сварочного тока, напряжение сварочной дуги, вылет электродной проволоки, скорость подачи электродной проволоки и другое.
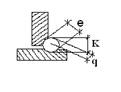
е– ширина шва;
q– высота усиления шва;
к– катет шва;
Рисунок 2– Сварное соединение– тавровое Т1–Δ4
Рассчитаем режим сварки для таврового соединения:
1)Площадь поперечного сечения шва вычисляется по формуле
Fсеч =K2/2+0.75*q*L [2] стр. 311 (1)
где, К– катет шва, мм
q– выпуклость шва, мм
L– длина шва, мм
F – площадь сечения шва, мм2
Принятые числовые значения символов:
К= 4 мм
q= 2 мм
L= 0,51 мм
Решение:
Fсеч =4 2/2+0,75*2*0,51 =9 мм2
2) Определяем расчетную глубину проплавления по формуле:
hр=(0,4…1,1)*К [2]стр.278 (2)
где, К– катет шва, мм;
Принятые числовые значения символов:
К=4 мм
Решение:
hр=0,4*4=1,6 мм
3) Рассчитываем диаметр электродной проволоки:
dэл=![]() ±0,05hР [2]стр.278(3)
±0,05hР [2]стр.278(3)
Решение:
dэл=![]() ±0,05*1,6=1,4 мм
±0,05*1,6=1,4 мм
4) Рассчитываем скорость сварки по формуле:
Vс = KV * (hр 1,6 /e 3.36 ) [2]стр.278(4)
где, KV – коэффициент, учитывающий диаметр проволоки;
e– ширина шва, мм
Принятые числовые значения символов:
KV =1065
e=к
Решение:
Vс=1065*(1,6 1,6 / 4 3.36 )=21 м/ч
5)Определяем силу сварочного тока по формуле:
Iсв =180* d эл [2]стр.279(5)
Решение:
Iсв=180*1,4 =250 А
6) Определяем напряжение сварочной дуги по формуле:
Uс=14+0,05* Iсв [2]стр.279 (6)
Решение:
Uс=14+0,05*250=26,5 В
Принимаем Uс= 30 В
7) Рассчитываем вылет электродной проволоки по формуле:
Lэл =10* d эл ±2* d эл [2]стр.279(7)
где,Lэл– вылет электродной проволоки, мм
Решение:
Lэл =10*1,4±2*1,4=14±2,8мм
8) Рассчитываем скорость подачи электродной проволоки по формуле:
Vпэл=0,53*(Iсв/ d эл²)+6,94*10–4* (Iсв²/ d эл³) [2]стр.279(8)
Решение:
Vпэл=0,53*(250/1,4²)+6,94*10–4 *(250²/1,4³)=303 м/ч
9) Рассчитываем расход защитного газа по формуле:
qЗ,.Г= 3.3*10–3*IСВ0,75 [2]стр.279(9)
Решение:
q зг= 3,3*10–3*2500,75=0,208 л/мин
1.5 Выбор электротехнического сварочного оборудования
Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием к ним необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока).
С технологических позиций источник питания дуги должен легко настраиваться на нужный режим сварки. Для этой цели в них необходимо регулирующие устройства, позволяющие получать семейства однотипных внешних характеристик, различающихся значениями своих параметров.
Все сварочные источники в промышленности классифицируются по ряду признаков: переменного тока– сварочные трансформаторы, генераторы повышенной частоты; постоянного тока– генераторы, выпрямители. Далее разделение происходит по конструктивным особенностям, виду внешних характеристик, по количеству подключаемых одновременно постов сварки и др. Требования к источникам и их характеристики определяются соответствующими ГОСТами.
Выбор электротехнического сварочного оборудования производится исходя из параметров режимов сварки и технологических требований. Для сварки конструкции "Вал запора заднего борта" необходимо выбрать полуавтомат имеющий жесткую вольтамперную характеристику, так как сварочный ток Iсв=180– 200 А.
Наиболее подходящими моделями полуавтоматов для сварки данной конструкции в среде защитных газов являются:
а) ПДГ–525 (ВДУ–504)
Предназначен для дуговой сварки стальных конструкций различного назначения толщиной 0,4–4 мм плавящимся электродом сплошной стальной проволокой диаметром 0,6–1,0 мм в среде углекислого газа, а также самозащитной или активированной порошковой проволокой тех же диаметров.
б) Дуга – 315
Предназначен для сварки конструкций из алюминия и его сплавов толщиной 2–14 мм, низкоуглеродистых и низколегированных сталей толщиной 2–14 мм, низкоуглеродистых и низколегированных сталей толщиной 0,8–20мм с использованием защитных газов Ar,He,CO2, и др. плавящимся электродом в любых пространственных положениях.
в) УСП –180.
Предназначен для сварки низкоуглеродистых сталей в среде углекислого газа автоматическим подаваемым плавящимся электродом. Совмещение надежного, мощного источника питания и устройства подачи проволоки в едином корпусе на колесах– преимущество данного полуавтомата.
Таблица 4– Технические характеристики полуавтоматов для сварки в среде защитных газов
| Марка | U, В | Iсв , А | IНОМ , А | dЭЛ , мм | Габариты,мм | Масса,кг |
| ПДГ–525, ВДУ–504 | 18–50 | 500 | 500 | До 2 | 470*298*260 1275*816*94 | 80 380 |
| Дуга–315 | 380 | 200 | – | 0,8–2,0 | 750*530*670 | 130 |
| УСП–180 | 380 | 410 | 315 | 0,8–1,2 | 750*530*670 | 105 |
Выбираем полуавтомат Дуга–315, так как соответствует режимам сварки изделия.
Похожие работы

... трудности, поэтому испытуемый двигатель оборудуют специальными токосъемными устройствами с периодическим или непрерывным контактом. 4. Производственный процесс ремонта автомобиля ВАЗ‑2131 В процессе эксплуатации автомобиля происходит изменение его технического состояния. Эти изменения происходят в результате воздействия различных факторов, к которым относятся: окружающая среда; условия ...
0 комментариев