Навигация
Охрана окружающей среды на предприятии
40780
знаков
16
таблиц
3
изображения
3.2 Охрана окружающей среды на предприятии
Способы защиты окружающей среды – ряд политических, социально-экономических, правовых воспитательных и образовательных мер.
В настоящее время на многих предприятиях созданы системы внедрения безопасных в экологическом отношении технологических процессов.
Для эффективной реализации этих задач необходимо, чтобы каждый специалист и руководитель любого профиля имел глубокие знания по охране окружающей среды, знали природоохранительное законодательство, умело использовали их в повседневной деятельности. В настоящее время разработаны меры по защите окружающей среды:
а) регулярный технический осмотр автотранспорта;
б) проверка транспорта на содержание углекислого газа в выхлопных газах;
в) предотвращение испарения при сливоналивных операциях в системах автомобилей;
г) предотвращение работ на второстепенном производстве, загрязняющем атмосферу;
д) бесперебойная работа очистных сооружений;
е) усиление контроля за качеством работ пыле-очистных систем;
ж) уменьшение движения транспорта по территории предприятия и цехов.
Также в целях повышения качества защиты окружающей среды разработаны три режима загрязнения атмосферного воздуха:
1. – Сокращение выбросов на 15–20%
2. – Сокращение выбросов на 20–40%
3. – Сокращение выбросов на 40–60%
3.3 Утилизация промышленных отходов
Для уменьшения засорения производственных площадей и окружающей среды отходами производства ежегодно разрабатываются мероприятия по их утилизации;
а) мусор после уборки территории предприятия или города, вывозится на свалку;
б) металлоотходы подвергаются прессованию и отправляются на переплав;
в) отработанные жидкости, масла из автотранспортных цехов собираются в специальный контейнер и подвергаются дальнейшей переработке;
г) сточные воды предприятий проходят фильтрацию или физика – химическую очистку;
д) при наличии или выработке вредных газов на предприятии имеются фильтрационные системы для их очитки;
е) для очистки пыли применяются пыле – очистные системы.
Отходами производства являются остатки сырья, материалов, химических соединений, образование при производстве продукции или выполнения работ и утрачивании полностью или частично исходные потребительские свойства, вторичными материальными ресурсами , которые в настоящее время могут вторично использоваться в народном хозяйстве.
Охрана природы, водных ресурсов, а также для утилизации содержащихся отходов ценных веществ и компонентов в моровой практике ведется разработка и широкое внедрение различных технологий механизированного обезвреживания и переработке отходов. Выбор метода обезвреживания и переработке отходов для конкретного города определяется необходимостью, в первую очередь, оптимального решения, проблем охраны природной среды и здоровья населения с учетом экономической эффективности, рационального использования земельных ресурсов.
В процессе производства образуются твердые промышленные отходы в виде лома, стружки, шлаков, окалины золы пыли и мусора. Чтобы эти отходы не попадали в почву и атмосферу их подвергают переработке и используют вторично.
Важное значение практически во всех отраслях промышленности имеет решение проблемы улучшения качественных характеристик потребляемых материальных ресурсов , их комплексной переработки, т.к. снижения уровня материальных издержек в целом по промышленности на 1% приводит к снижению общих издержек производства больше, чем на 0,7%. Все то свидетельствует об определяющем воздействии материальных издержек на уровень себестоимости продукции.
Одним из наиболее важных путей рационального использования материальных ресурсов является их комплексная переработка. При этом исключительное место отводится вопросам сбора, хранения и переработки производственных отходов, содержащих определенное количество как полезных. Так и вредных для окружающей среды веществ.
Наиболее большое распространение у нас получили складирование на полигоне, сжигание, переплавка, биотермическое компостирование.
Заключение
В выполненном курсовом рассмотрели анализ технических требований, описали характеристики и оценку свариваемости основного материала, рассчитали режимы сварки, нормы времени на сварочные операции и нормы расхода вспомогательных материалов, произвели выбор электротехнического оборудования.
В конструкторском разделе произвели проектирование узла сборочно-сварочного приспособления, расчет элементов узла приспособления, и описали работу спроектированного узла приспособления.
В организационном разделе описали мероприятия по защите окружающей среды, охране окружающей среды на предприятиях и утилизации промышленных отходов.
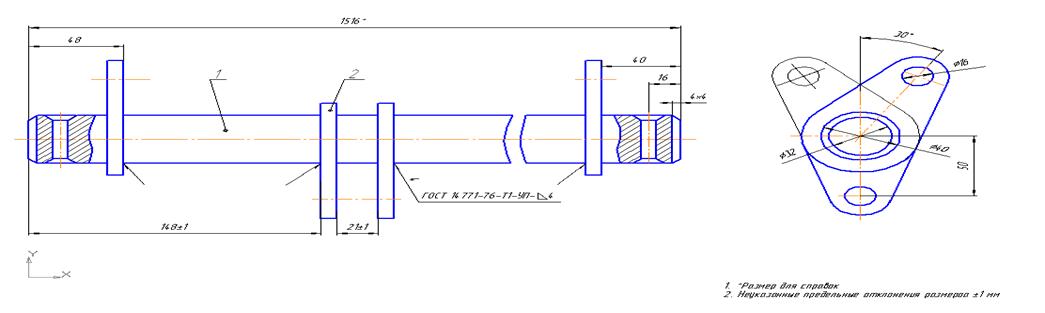
При этом разработан комплект технологической документации, в которой подробной форме рассмотрели технологический процесс на сборку-сварку изделия « Вал запора заднего борта».
Список литературы
1. Гитлевич А.Д., Этингоф Л.А. «Механизация и автоматизация сварочного производства»– М.Машиностроение, 1979 г.
2. Думов С.И. «Технология электрической сварки плавлением» –Л: Машиностроение,1987 г.
3. Куркин С.А., Хохов В.М., Рыбачук А.М. Атлас: «Технология, механизация и автоматизация производства сварных конструкций»–М.Машиностроение, 1989г.
4. Козьяков А.Ф., Морозова Л.Л. «Охрана труда в машиностроении»–М. Машиностроение. 1990г.
5. Рыморов К.С. «Механизация и автоматизация сварочного производства»–М: Машиностроение, 1990 г.
6. СТ–НМТ–97. Стандарт техникума
7. Сорокин В.Г., Волосникова А.В., Вяткин С.А. «Марочник сталей и сплавов»– М: Машиностроение, 1989 г.
8. Общемашиностроительные укрупненные нормативы для дуговой сварки в среде защитных газов. Москва. Экономика ,1989 г.
9. Методическое пособие по курсовому проектированию, НМТ, 2003 г
| Дубл | Изм | лист | № докум | Подп | Дата | ||||||||||||||||||||||||||
| Взам. | Изм | Лист | № докум | Подп | Дата |
| |||||||||||||||||||||||||
| Подп. |
| ||||||||||||||||||||||||||||||
|
| 37.172.02 90.30 338 | 1 | 1 | ||||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.СП-061.Ф338.КТД | 37.172.30.190.30.338 | |||||||||||||||||||||||||||
| Проверил | Туйкова | ||||||||||||||||||||||||||||||
| Вал запора заднего борта | А |
| |||||||||||||||||||||||||||||
| Н контр | Туйкова | ||||||||||||||||||||||||||||||
| С | НПП | Обозначение ДСЕ | Наименование ДСЕ | КП | |||||||||||||||||||||||||||
| Т | Опер | Обозначение ТО | Кол. | Наименование ТО | |||||||||||||||||||||||||||
| Т01 | 005 | ННП-Э-205-У1 | 1 | Щиток ГОСТ 12.4.035-78 | |||||||||||||||||||||||||||
| 02 | 1 | Приспособление | |||||||||||||||||||||||||||||
| 03 | 1 | Плоскогубцы ГОСТ5547-93 | |||||||||||||||||||||||||||||
| 04 | Р1Н2Д | 1 | Рулетка ГОСТ 7502-98 | ||||||||||||||||||||||||||||
| 05 | 1 | Чертилка цеховая | |||||||||||||||||||||||||||||
| 06 | |||||||||||||||||||||||||||||||
| 07 | 010 | 1 | Зубило слесарное ГОСТ 7211-86 | ||||||||||||||||||||||||||||
| 08 | ОД2-72-В1 | 1 | Очки защитные ГОСТ Р 12.4.013-97. | ||||||||||||||||||||||||||||
| 09 | 010/005 | 1 | Молоток слесарный ГОСТ 2310-77 | ||||||||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||||||||
| 12 | 015 | Р1Н2Д | 1 | Рулетка ГОСТ 7502-98 | |||||||||||||||||||||||||||
| 13 | 0890-6030 | 1 | Шаблон для замера катета швов | ||||||||||||||||||||||||||||
| 14 | 1 | Угломер ГОСТ 3749-77 | |||||||||||||||||||||||||||||
| Дубл | Изм | лист | № докум | Подп Подп, Подп, | Дата Дата Дата | ||||||||||||||||||||||
| Взам. | Изм | Лист | № докум | Подп | Дата |
| |||||||||||||||||||||
| Подп. |
| ||||||||||||||||||||||||||
|
| 37.172.02 90.30 338 | ||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП ПСК СП-061 Ф-338 КТД | 37.172.02 90.30 338 | |||||||||||||||||||||||
| Проверил | Туйкова | ||||||||||||||||||||||||||
| Вал запора заднего борта | А |
| |||||||||||||||||||||||||
| Н контр | Туйкова | ||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||
| Дубл | Изм | лист | № докум | Подп | Дата | |||||||||||||||||||||||
| Взам. | Лист | № докум | Подп | Дата |
| |||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||
|
| 37.172.02 90.30 338. |
| |||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП ПСК СП-061 Ф-338 КТД | 37.172.20.190.30.338 | ||||||||||||||||||||||||
| Проверил | Туйкова | |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| Вал запора заднего борта | А |
| ||||||||||||||||||||||||||
| Н контр | Туйкова |
| ||||||||||||||||||||||||||
| Дубл | Изм | лист | № докум | Подп | Дата | |||||||||||||||||||||||||||||||||||||||||||||||
| Взам. | Изм | Лист | № докум | Подп | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||
|
| 37.172.02 90.30 338. | 1 | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.СП061.Ф-338.КТД. | 37.172.30.190.30.338 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Проверил | Туйкова | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Вал запора заднего борта |
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Н контр | Туйкова | |||||||||||||||||||||||||||||||||||||||||||||||||||
| к/м | цех | Уч | РМ | Опер | поз | Наименование | Обозначение | опп | ев | ен | кн | Нрасх | ||||||||||||||||||||||||||||||||||||||||
| я | Раз.п | Общ.п | Кг | |||||||||||||||||||||||||||||||||||||||||||||||||
| 01 | 005 | 1 | Вал запора заднего борта | КП. ПСК.СП061. Ф-338ЧИ 00.01. | Шт | 1 | 8.4 | |||||||||||||||||||||||||||||||||||||||||||||
| 02 | Лист Б-ПН-O ГОСТ 19903-74 20 ГОСТ 13663-86 | . | ||||||||||||||||||||||||||||||||||||||||||||||||||
| 03 | 005 | 2 | Кронштейн вала запора | КП. ПСК.СП061. Ф-338ЧИ 00.02 | Шт | 2 | 0.4 | |||||||||||||||||||||||||||||||||||||||||||||
| 04 | Лист 4 ГОСТ ГОСТ 19772-72 20 ГОСТ 13663-86 | |||||||||||||||||||||||||||||||||||||||||||||||||||
| изм | лист | №докум | подп | дата | изм | лист | №докум | подп | дата | изм | лист | №докум | подп | дата | ||||||||||||||||||||||||||||||||||||||
| КК | Комплектовочная карта | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||||||||||||||||
| Взам. | Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||||||||||||||||||||
| 37.172.02.190.30.338 | |||||||||||||||||||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.Ф-338.СП061.КТД. | 37.172.10.190.30.338 | |||||||||||||||||||||||||||||||||||||||
| Проверил | Туйкова | ||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | |||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | |||||||||||||||||||||||||||||||
| к/м | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | ||||||||||||||||||||||||||||||||||||
| А01 | |||||||||||||||||||||||||||||||||||||||||||
| 015 Контрольная ИОТ 37.172.960-2003; 2,43 | |||||||||||||||||||||||||||||||||||||||||||
| Б02 | |||||||||||||||||||||||||||||||||||||||||||
| 03 | |||||||||||||||||||||||||||||||||||||||||||
| О04 | |||||||||||||||||||||||||||||||||||||||||||
| 1. Проверить качество сборки, сварки, зачистки внешним осмотром 100% 0 ,55 | |||||||||||||||||||||||||||||||||||||||||||
| 05 | |||||||||||||||||||||||||||||||||||||||||||
| Не допускаются без исправления трещины, прожоги, непровары, подрезы, сетка пор | |||||||||||||||||||||||||||||||||||||||||||
| 06 | |||||||||||||||||||||||||||||||||||||||||||
| Допускаются единичные поры, но не более 4 пор на 100 мм шва | |||||||||||||||||||||||||||||||||||||||||||
| О07 | |||||||||||||||||||||||||||||||||||||||||||
| 2. Проверить размеры сварных швов: 50% 0,5 | |||||||||||||||||||||||||||||||||||||||||||
| Т08 | |||||||||||||||||||||||||||||||||||||||||||
| шаблон для замера катета швов 0890-6030; | |||||||||||||||||||||||||||||||||||||||||||
| О09 | ||||||||||||||||
| 3. Проверить размеры 1,2,3, 25% 1,38 | ||||||||||||||||
| Т10 | ||||||||||||||||
| рулетка Р1НД ГОСТ 7502-98; угломер ГОСТ 3749-77 | ||||||||||||||||
| 11 | ||||||||||||||||
| 12 | ||||||||||||||||
| Т шт.=21,43 мин | ||||||||||||||||
| 13 | ||||||||||||||||
| L шва= 0,51 м. | ||||||||||||||||
| 14 | ||||||||||||||||
| Q со2 =0,37 кг | ||||||||||||||||
| 15 | ||||||||||||||||
| Q пр.=0.04 кг | ||||||||||||||||
| 16 | ||||||||||||||||
| КК | ||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||||
| Взам. | Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||||||||||||||||||||||||||
| Подл. | ||||||||||||||||||||||||||||||||||||||||||
| 37.172.02.190.30. 338 | ||||||||||||||||||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.Ф-338.СП061.КТД. | 37.172.10.190.30.338 | ||||||||||||||||||||||||||||||||||||||
| Проверил | Туйкова | |||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | ||||||||||||||||||||||||||||||
| к/м | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | |||||||||||||||||||||||||||||||||||
| Р01 | ||||||||||||||||||||||||||||||||||||||||||
| Пс; Пл; Lэ ,м; U, В; I св.,А ; V, м/ч; Q пр,кг; QСО2 Lш, м; Вид шва Δ мм | ||||||||||||||||||||||||||||||||||||||||||
| 02 | ||||||||||||||||||||||||||||||||||||||||||
| А03 | ||||||||||||||||||||||||||||||||||||||||||
| 005 Сборочно-сварочная ИОТ 37.172.968-2004; 17,45 | ||||||||||||||||||||||||||||||||||||||||||
| 04 | ||||||||||||||||||||||||||||||||||||||||||
| ИБ 37.172.013-2001; | ||||||||||||||||||||||||||||||||||||||||||
| Б05 | ||||||||||||||||||||||||||||||||||||||||||
| 1011 4 121 1 | ||||||||||||||||||||||||||||||||||||||||||
| 06 | ||||||||||||||||||||||||||||||||||||||||||
| 07 | ||||||||||||||||||||||||||||||||||||||||||
| Дуга 315-сварочный полуавтомат | ||||||||||||||||||||||||||||||||||||||||||
| М08 | ||||||||||||||||||||||||||||||||||||||||||
| Сварочная проволока св.08Г2С ГОСТ 2246-70 | ||||||||||||||||||||||||||||||||||||||||||
| Т9 | ||||||||||||||||||||||||||||||||||||||||||
| Углекислый газ сварочный ГОСТ 8050-85. | ||||||||||||||||||||||||||||||||||||||||||
| 10 | ||||||||||||||||||||||||||||||||||||||||||
| Т11 | ||||||||||||||||
| плоскогубцы ГОСТ 5547-93; молоток слесарный ГОСТ 2310-77; рулетка Р1Н2Д ГОСТ 7502-98 | ||||||||||||||||
| 12 | ||||||||||||||||
| щиток ННП-Э-205-У1 ГОСТ 12.4.035-78., приспособление, чертилка цеховая | ||||||||||||||||
| 13 | ||||||||||||||||
| 14 | ||||||||||||||||
| 16 | ||||||||||||||||
|
| ||||||||||||||||
| МК | ||||||||||||||||
| Маршрутная карта | ||||||||||||||||
| но | |||||||||||||||||||||||||||||||||||||||||||||
| Взам. | Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||||||||||||||||||||||
| 37.172.02.190.30. 338 | |||||||||||||||||||||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.Ф-338.СП061.КТД. | 37.172.10.190.30.338 | |||||||||||||||||||||||||||||||||||||||||
| Проверил | Туйкова | ||||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | |||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | |||||||||||||||||||||||||||||||||
| к/м | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | ||||||||||||||||||||||||||||||||||||||
| Р01 | |||||||||||||||||||||||||||||||||||||||||||||
| Пс; Пл; Lэ ,м; U, В; I св.,А ; V, м/ч; Vп, м/ч; QСО2,кг Q пр,кг; Lш, м; Вид шва Δ м | |||||||||||||||||||||||||||||||||||||||||||||
| О02 | |||||||||||||||||||||||||||||||||||||||||||||
| 1. По упорам и прижимам приспособления разместить вал запора заднего борта (поз 1)-1 шт под установку | |||||||||||||||||||||||||||||||||||||||||||||
| 03 | 054 | ||||||||||||||||||||||||||||||||||||||||||||
| кронштейнов вала запора (поз 2) -4 шт, выдерживая размеры согласно эскизу 3,75 | |||||||||||||||||||||||||||||||||||||||||||||
| 04 | |||||||||||||||||||||||||||||||||||||||||||||
| О05 | |||||||||||||||||||||||||||||||||||||||||||||
| 2. Установить по разметке на вал запора заднего борта (поз 1) кронштейны вала запора (поз 2)- 7,0 | |||||||||||||||||||||||||||||||||||||||||||||
| 06 | |||||||||||||||||||||||||||||||||||||||||||||
| 4 шт, выставив отверстия на валу по отношению отверстий в кронштейнах, согласно эскизу. | |||||||||||||||||||||||||||||||||||||||||||||
| 07 | |||||||||||||||||||||||||||||||||||||||||||||
| О08 | |||||||||||||||||||||||||||||||||||||||||||||
| 3. Прихватить и приварить детали согласно эскизу швом Т1-Δ 4 по замкнутому контуру. 6,7 | |||||||||||||||||||||||||||||||||||||||||||||
| 09 | |||||||||||||||||||||||||||||||||||||||||||||
| Р 10 | |||||||||||||||||||||||||||||||||||||||||||||
| Н О 14±2 30 250 21 303 0,37 0,04 0,51 Т1 Δ 4 | |||||||||||||||||||||||||||||||||||||||||||||
| 11 | |||||||||||||||||||||||||||||||||||||||||||||
| А12 | |||||||||||||||||||||||||||||||||||||||||||||
| 010 Зачистка ИОТ 37.172.967-2004; ИБ 37.172.013-2001; 1,56 | |||||||||||||||||||||||||||||||||||||||||||||
| Б13 | |||||||||||||||||||||||||||||||||||||||||||||
| 1013 2 3 1 | |||||||||||||||||||||||||||||||||||||||||||||
| О14 | |||||||||||||||||||||||||||||||||||||||||||||
| 1. Зачистить сварной узел от брызг наплавленного металла; | |||||||||||||||||||||||||||||||||||||||||||||
| Т15 | |||||||||||||||||||||||||||||||||||||||||||||
| Зубило слесарное ГОСТ 7211-86; молоток слесарный ГОСТ 2310-77; очки защитные ОД2-72-В1 | |||||||||||||||||||||||||||||||||||||||||||||
| 16 | ГОСТ Р 12.4.013-97. | ||||||||||||||||||||||||||||||||||||||||||||
| 17 | |||||||||||||||||||||||||||||||||||||||||||||
| МК | |||||||||||||||||||||||||||||||||||||||||||||
| Маршрутная карта | |||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||
| Взам. | Изм. | Лист | № докум. | Подпись | Дата | ||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||||||
| 37.172.02.190.30.338 | 1 | 1 | |||||||||||||||||||||||||||
| Разработал | Фардиев | НМТ | КП.ПСК.Ф-338.СП061.КТД. | 37.172.25.190.30.338 | |||||||||||||||||||||||||
| Проверил | Туйкова | ||||||||||||||||||||||||||||
| Вал запора заднего борта | |||||||||||||||||||||||||||||
| Н. контр. | Туйкова | ||||||||||||||||||||||||||||
| Наименование операции | Тип оборудования | Тип приспособления | Характеристика заготовки | ||||||||||||||||||||||||||
| Сборка-сварка | Дуга 315 | Ручной прижим | Лист,вал | ||||||||||||||||||||||||||
| | № п/п | Основные приемы безопасной работы, индивидуальные средства защиты | |||||||||||||||||||||||||||
| Защитные средства: | |||||||||||||||||||||||||||||
| 1 | Спецодежда ГОСТ 12.4.045-87 | ||||||||||||||||||||||||||||
| 2 | Рукавицы ГОСТ 12.4.010-75 | ||||||||||||||||||||||||||||
| 3 | Щиток ННП-3-205У1 ГОСТ 12.4.035-78 | ||||||||||||||||||||||||||||
| 4 | Очки защитные ОД2-72-В1 ГОСТ Р 12.4.013-97 | ||||||||||||||||||||||||||||
| Во время проведения сборочно-сварочных работ соблюдать требования инструкций по | |||||||||||||||||||||||||||||
| Условное обозначение: | |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
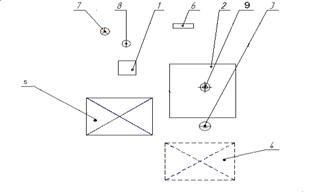
| 1. Источник питания | технике безопасности: | ||
| 2. Приспособление | ИОТ 37.172.967-2004 | ||
| 3. Рабочее место | ИОТ 37.172.968-2004 | ||
| 4. Место складирования заготовок | ИБ 37.172.013-2001 | ||
| 5. Место складирования готовых узлов | ИОТ 37.172.960-2003 | ||
| 6. Пожарный щит | |||
| 7. Подвод углекислого газа | К работе допускаются лица, прошедшие аттестацию, медосмотр и достигшие 18 лет | ||
| 8. Подвод электроэнергии | |||
| 9. Вентиляция | |||
| Освещенность рабочего места не менее 100 лк согласно СНИП 23-05-95 | |||
| ИК | Инструкционная карта | ||
Похожие работы

... трудности, поэтому испытуемый двигатель оборудуют специальными токосъемными устройствами с периодическим или непрерывным контактом. 4. Производственный процесс ремонта автомобиля ВАЗ‑2131 В процессе эксплуатации автомобиля происходит изменение его технического состояния. Эти изменения происходят в результате воздействия различных факторов, к которым относятся: окружающая среда; условия ...
0 комментариев