Навигация
2 Конструкторский раздел
2.1 Расчет и конструирование узла сборочно-сварочного приспособления
В целях повышения эффективности сборочно-сварочных работ большая роль отводиться сварочным приспособлениям, использование которых эффективно не только в условиях цехов и мастерских, но и на строительных и монтажных участках. Так же сборочно-сварочная оснастка позволяет существенно сократить трудоемкость технологических операций, повышает качество изделий, способствует увеличению производительности труда, уменьшает возникающие деформации, обеспечивает безопасные условия труда. Номенклатура применяемой сборочно-сварочной исключительно широка и многообразна.
При проектировании технологической оснастки требуется выполнять следующее:
1) начертить контур собираемого узла в приспособление в трех проекциях, так чтобы осталось место для расположения всех элементов приспособления;
2) начертить опорные, установочные элементы приспособления;
3) начертить зажимные (постоянные, откидные, отводные, поворотные) и вспомогательные элементы приспособления;
4) начертить корпус, показать сечения, разрезы, проставить габаритные и контролируемые в приспособлении размеры;
5) указать заданные технические условия, предъявляемые с позиции качественного изготовления сварных соединений и достижения проектных параметров конструкции;
6) увязать технологическую оснастку со средствами межоперационного транспорта;
Произвести расчет по определению усилий зажатия прижимных элементов. Использование сборочно-сварочной оснастки позволяет расширять технологические возможности сварочного оборудования, обеспечивать условия стабилизации качества выполняемых работ. Применение сборочно-сварочной оснастки является необходимым условием повышения общего уровня механизации и автоматизации сварочного производства.
Требования, предъявляемые к сварочным приспособлениям:
1) удобство в эксплуатации (доступность к местам установки деталей);
2) обеспечение заданной последовательности сборки и наложения швов в соответствии с разработанным технологическим процессом;
3) обеспечение заданного качества сварного изделия (приспособление должно быть достаточно прочным и жестким, а закрепленные детали оставаться в требуемом положении без деформирования при сварке);
4) возможность использования при конструировании и изготовлении сварочных приспособлений типовых, унифицированных, нормализованных и стандартных деталей, узлов и механизмов.
5) Обеспечение сборки всей конструкции с одной установки, наименьшего числа поворотов при сборке и прихватке, свободного съема собранного и сваренного изделия или монтажного приспособления;
6) Обеспечение быстрого отвода тепла от места сварки для меньшего коробления, заданного угла поворота;
7) технологичность деталей и узлов приспособления, а так же приспособления в целом;
8) использование механизмов для загрузки, подачи и установки деталей, снятия, выталкивания и выгрузки собранного изделия. применения других;
9) средств комплексной механизации;
10) приспособление должно быть ремонтоспособным, безопасным в эксплуатации, иметь достаточно высокий срок службы.
Для проектирования сборочно-сварочной оснастки необходимо выполнить базирование изделия, которое заключается в определенном положении деталей в изделии друг относительно друга или изделия относительно приспособления. Установочной базой следует считать каждую поверхность детали, которой она соприкасается с приспособлением.
Исходя из вышеперечисленных требований, произведем базирование изделия с учетом опорных и фиксирующих элементов приспособления.
Базирование – это определение положения детали в изделии относительно друг друга или самого изделия относительно приспособления.
Исходя из вышеперечисленных требований, произведем базирование изделия с учетом опорных и фиксирующих элементов приспособления изделия « Вал заднего запора»
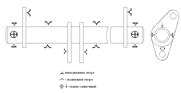
Рисунок 3– Базирование изделия «Вал запора заднего борта»
2.2.Расчет элементов узла приспособления
Для фиксации деталей в приспособлении используется рычажной прижим.
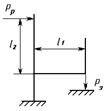
Рисунок 4– Кинематическая схема рычажного прижима
Расчет усилия прижима:
Pp*l2 = Pз*l1; Pз = Pp*l2/l1; [5] стр. 14 (30)
где, Pp–усилия, прикладываемые к рукоятке, Н;
Рз–усилия прижима, Н;
l1, l2–плечи прижима, мм;
Принятые числовые значения символов:
Pp=150Н;
l1=35 мм;
l2=70 мм;
Решение:
Pз=150*70/35=300Н=0,3кН;
2.3 Описание работы спроектированного узла приспособления
Последовательность работы на сборочно–сварочном приспособлении
1. По упорам и прижимам приспособления разместить вал запора заднего борта (поз 1)
–1 шт под установку кронштейнов вала запора (поз 2)
–4 шт, выдерживая размеры согласно эскизу.
2. Установить по упорам приспособления на вал запора заднего борта (п 1)
–кронштейны вала запора (поз 2)
– 4 шт, выставив отверстия на валу по отношению отверстий в кронштейнах, согласно эскизу.
3. Прихватить и приварить детали согласно эскизу швом Т1–Δ 4 по замкнутому контуру.
3 Организационная часть
3.1 Мероприятия по защите окружающей среды
Наиболее эффективной формой защиты природной среды от выбросов промышленных предприятий является разработка и внедрение безотходных и малоотходных технологических процессов во всех отраслях промышленности.
Безотходная технология – это активная форма защиты окружающей среды от вредного воздействия, которая представляет собой комплекс мероприятий в технологических процессах от обработки сырья до использования готовой продукции, в результате чего сокращается до минимума количества вредных выбросов.
К пассивным методам защиты относят устройства и системы окружающей среды, которые применяют для очистки вентиляционных и технологических выбросов от вредных примесей; рассеяния их в атмосфере; очистки сточных вод; глушения шума уменьшением уровней инфразвука, ультразвука и вибраций на путях их распространения; экранирования источников энергетического загрязнения окружающей среды; захоронения, ликвидации и обезвреживания токсичных и радиоактивных отходов.
Можно выделить два основных направления по обеспечению чистоты атмосферы от загрязнений: сокращения количества выбросов вредных веществ и их обезвреживание. Первое направление включает применение прогрессивных технологических схем, второе– использование сорбционных методов с утилизацией извлекаемых компонентов, а в отдельных случаях –их сжиганием.
Широко применяются газо–, пыле– и туманоулавливающие аппараты и системы. Очистка сточных вод от механических примесей осуществляется процеживанием, отстаиванием, фильтрованием, отделением механических частиц в поле действия центробежных сил; от маслосодержащих примесей отстаиванием, обработкой в гидроциклонах, флотацией, фильтрованием, обработкой специальными реагентами.
Для очистки сточных вод от металлов и их солей применяют следующие методы: реагентные, ионнобменные, сорбционные, электрохимические, биохимические.
Основными направлениями ликвидации и переработки твердых отходов являются вывоз и захоронения на полигонах, сжигание, складирование и хранение на территории промышленного предприятия до появления новой технологии переработки их в полезные продукты.
Первичная обработка металлоотходов подвергают высокотемпературному нагреву без доступа воздуха (гидролиз), в результате которого из отходов пластмасс в смеси с другими отходами получаются ценные продукты: пирокарбон, горючий газ и жидкая смола. Для защиты окружающей среды от шума и вибраций, используют те же методы, что и в производственных условиях.
Для уменьшения шума в окружающей среде применяют экраны, кожухи, глушители, окна с повышенными звукоизолирующими свойствами, зеленые насаждения между источниками шума и жилой застройкой. Важная роль в деле охраны окружающей среды отводится организационным мероприятиям и архитектурно-планировочным решениям: выведение промышленных предприятий из крупных городов и сооружение новых в малонаселенных районах с малоприродными для сельского хозяйства землями с обязательным учетом топографии местности и розы ветров; рациональная планировка городской застройки , которая обеспечивала бы оптимальные экологические условия для человека и растений; установление санитарно-защитных зон вокруг предприятий.
Похожие работы

... трудности, поэтому испытуемый двигатель оборудуют специальными токосъемными устройствами с периодическим или непрерывным контактом. 4. Производственный процесс ремонта автомобиля ВАЗ‑2131 В процессе эксплуатации автомобиля происходит изменение его технического состояния. Эти изменения происходят в результате воздействия различных факторов, к которым относятся: окружающая среда; условия ...
0 комментариев