Навигация
Уточненный расчет производительности автоматической линии
38314
знаков
8
таблиц
9
изображений
5. Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится по формуле:
 ,
,
где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() ;
;
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]()
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловые потери по оборудованию.
- ожидаемые внецикловые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
Сведем данные по всем инструментам в таблицу 5.1.
Таблица 5.1 - Расчет времени потерь по инструменту для АЛ со станками-дублерами
| № п\п | Наименование инструмента |
|
|
|
|
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Фреза торцовая Т15К6 | 1,09 | 100 | 7 | 0,12 | 0,078*2 |
| 2 | Сверло центровочное Р18 | 0,13 | 45 | 1 | 0,12 | 0,0032*2 |
| 3 | Резец Т15К6 (установ А, черновая обработка) | 1,48 | 60 | 1,5 | 0,2 | 0,042 |
| 4 | Резец Т15К6 (установ А, черновая обработка) | 1,46 | 60 | 1,5 | 0,2 | 0,041 |
| 5 | Резец Т15К6 (установ А, черновая обработка) | 0,77 | 60 | 1,5 | 0,2 | 0,022 |
| 6 | Резец Т15К6 (установ А, черновая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,014 |
| 7 | Резец Т15К6 (установ А, черновая обработка) | 0,38 | 60 | 1,5 | 0,2 | 0,011 |
| 8 | Резец Т15К6 (установ Б, черновая обработка) | 0,43 | 60 | 1,5 | 0,2 | 0,012 |
| 9 | Резец Т15К6 (установ Б, черновая обработка) | 0,097 | 60 | 1,5 | 0,2 | 0,0027 |
| 10 | Резец Т15К6 (установ А, чистовая обработка) | 0,57 | 60 | 3,0 | 0,18 | 0,03 |
| 11 | Резец Т15К6 (установ А, чистовая обработка) | 0,28 | 60 | 3,0 | 0,18 | 0,015 |
| 12 | Резец Т15К6 (установ А, чистовая обработка) | 0,12 | 60 | 3,0 | 0,18 | 0,064 |
| 13 | Резец Т15К6 (установ А, чистовая обработка) | 0,48 | 60 | 3,0 | 0,18 | 0,025 |
| 14 | Резец Т15К6 (установ Б, чистовая обработка) | 0,3 | 60 | 3,0 | 0,18 | 0,016 |
| 15 | Резец Т15К6 (установ Б, чистовая обработка) | 0,12 | 60 | 3,0 | 0,18 | 0,0064 |
| 16 | Резец канавочный Р6М5 (установ А) | 0,01 | 60 | 3,0 | 0,18 | 0,00053 |
| 17 | Резец канавочный Р6М5 (установ А) | 0,01 | 60 | 3,0 | 0,18 | 0,00053 |
| 18 | Резец канавочный Р6М5 (установ А) | 0,012 | 60 | 3,0 | 0,18 | 0,00064 |
| 19 | Резец канавочный Р6М5 (установ А) | 0,015 | 60 | 3,0 | 0,18 | 0,0008 |
| 20 | Резец канавочный Р6М5 (установ Б) | 0,007 | 60 | 3,0 | 0,18 | 0,00037 |
| 21 | Резец канавочный Р6М5 (установ Б) | 0,0078 | 60 | 3,0 | 0,18 | 0,00041 |
| 22 | Резец фасочный Р6М5 (установ А) | 0,05 | 60 | 3,0 | 0,18 | 0,0027 |
| 23 | Резец фасочный Р6М5 (установ А) | 0,058 | 60 | 3,0 | 0,18 | 0,0031 |
| 24 | Резец фасочный Р6М5 (установ А) | 0,076 | 60 | 3,0 | 0,18 | 0,004 |
| 25 | Резец фасочный Р6М5 (установ Б) | 0,035 | 60 | 3,0 | 0,18 | 0,0019 |
| 26 | Резец фасочный Р6М5 (установ Б) | 0,039 | 60 | 3,0 | 0,18 | 0,0021 |
| 27 | Резец фасочный Р6М5 (установ Б) | 0,086 | 60 | 3,0 | 0,18 | 0,0046 |
| 28 | Фреза шпоночная Т15К6 (Ø22х85) | 3,93 | 80 | 5,0 | 0,12 | 0,251 |
| 29 | Фреза шпоночная Т15К6 (Ø20х85) | 3,93 | 80 | 5,0 | 0,12 | 0,251 |
|
| ||||||
Для варианта АЛ с многопозиционным станком на шпоночно-фрезерной операции приведем только отличия по времени в 28 и 29 номере таблицы 5.1.
Таблица 5.2 - Расчет потерь времени по инструменту для АЛ с многопозиционным станком
| № п\п | Наименование инструмента |
|
|
|
|
|
| - | - | - | - | - | - | - |
| 28 | Фреза шпоночная Т15К6 (Ø22х85) | 4,15 | 80 | 5,0 | 0,12 | 0,266 |
| 29 | Фреза шпоночная Т15К6 (Ø20х85) | 3,7 | 80 | 5,0 | 0,12 | 0,237 |
|
|
Расчет внецикловых потерь по оборудованию проводится по формуле:
![]()
где ![]() - среднее время простоев i-го нормализованного узла.
- среднее время простоев i-го нормализованного узла.
Рассмотрим вариант компоновки данной линии с применением станков-дублеров. Данные по потерям времени по оборудования сводим в таблицы 5.3 и 5.4.
Таблица 5.3 - Уточненные потери по оборудованию вариант для АЛ с копировальными станками
| Операция | Наименование механизма | Время простоев на 100 мин. | Время работы j-ого нормализованного узла | Простои конкретных механизмов |
| Фрезерно-центровальная х2 | Узел подачи и зажима | 0,55 | 1,21 | 0,0067 |
| Фрезерная бабка | 0,04 | 1,09 | 0,0004 | |
| Сверлильная бабка | 0,03 | 0,12 | 0,00004 | |
| Гидравлическое оборудование | 0,2 | 1,21 | 0,00242 | |
| Электрооборудование | 0,5 | 1,21 | 0,00605 | |
| Система охлаждения | 0,08 | 1,21 | 0,00097 | |
| Транспортер стружки | 0,24 | 1,21 | 0,0029 | |
|
| ||||
| Токарная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 1,48 | 0,00814 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 1,48 | 0,002664 | |
| Узел продольных суппортов | 0,06 | 1,48 | 0,000888 | |
| Гидравлическое оборудование | 0,2 | 1,48 | 0,00296 | |
| Электрооборудование | 1,43 | 1,48 | 0,021164 | |
| Система охлаждения | 0,08 | 1,48 | 0,001184 | |
| Транспортер стружки | 0,24 | 1,48 | 0,003552 | |
|
| ||||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,43 | 0,002365 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,43 | 0,000774 | |
| Узел продольных суппортов | 0,06 | 0,43 | 0,000258 | |
| Гидравлическое оборудование | 0,2 | 0,43 | 0,00086 | |
| Электрооборудование | 1,43 | 0,43 | 0,006149 | |
| Система охлаждения | 0,08 | 0,43 | 0,000344 | |
| Транспортер стружки | 0,24 | 0,43 | 0,001032 | |
|
| ||||
| Токарная чистовая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,646 | 0,003553 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,646 | 0,0011628 | |
| Узел поперечных суппортов | 0,07 | 0,076 | 0,0000532 | |
| Узел продольных суппортов | 0,06 | 0,57 | 0,000342 | |
| Гидравлическое оборудование | 0,20 | 0,646 | 0,001292 | |
| Электрооборудование | 1,43 | 0,646 | 0,0092378 | |
| Система охлаждения | 0,08 | 0,646 | 0,0005168 | |
| Транспортер стружки | 0,24 | 0,646 | 0,0015504 | |
|
| ||||
| Токарная чистовая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,386 | 0,002123 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,386 | 0,0006948 | |
| Узел поперечных суппортов | 0,07 | 0,086 | 0,0000602 | |
| Узел продольных суппортов | 0,06 | 0,3 | 0,00018 | |
| Гидравлическое оборудование | 0,2 | 0,386 | 0,000772 | |
| Электрооборудование | 1,43 | 0,386 | 0,0055198 | |
| Система охлаждения | 0,08 | 0,386 | 0,0003088 | |
| Транспортер стружки | 0,24 | 0,386 | 0,0009264 | |
|
| ||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,93 | 0,0216 |
| Фрезерная бабка х2 | 0,06 | 3,93 | 0,0024 | |
| Гидравлическое оборудование х2 | 0,23 | 3,93 | 0,009 | |
| Электрооборудование | 1,43 | 3,93 | 0,056 | |
| Система охлаждения х2 | 0,08 | 3,93 | 0,0031 | |
| Транспортер стружки | 0,24 | 3,93 | 0,0094 | |
|
| ||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,93 | 0,0216 |
| Фрезерная бабка х2 | 0,06 | 3,93 | 0,0024 | |
| Гидравлическое оборудование х2 | 0,23 | 3,93 | 0,009 | |
| Электрооборудование | 1,43 | 3,93 | 0,056 | |
| Система охлаждения х2 | 0,08 | 3,93 | 0,0031 | |
| Транспортер стружки | 0,24 | 3,93 | 0,0094 | |
|
| ||||
|
| 0,507 | |||
Тогда производительность такой линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видно по расчетам, производительность такой линии удовлетворяет требуемой производительности.
Далее рассмотрим потери времени, связанные с оборудованием для АЛ с многопозиционным станком и данные занесем в таблицу 5.4. Т.к. линия имеет многопозиционный станок вместо двух станков дублеров на последней операции, тогда приведем в таблице 5.4 только отличное от таблицы 5.3 время.
Таблица 5.4 - Уточненные потери по оборудованию вариант для АЛ с многопозиционным станком
| Операция | Наименование механизма | Время простоев на 100 мин. | Время работы j-ого нормализованного узла | Простои конкретных механизмов |
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 4,15 | 0,0228 |
| Фрезерная бабка х2 | 0,06 | 4,15 | 0,0025 | |
| Гидравлическое оборудование | 0,23 | 4,15 | 0,01 | |
| Электрооборудование х2 | 1,43 | 4,15 | 0,059 | |
| Система охлаждения х2 | 0,08 | 4,15 | 0,0033 | |
| Транспортер стружки | 0,24 | 4,15 | 0,01 | |
|
| ||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,7 | 0,020 |
| Фрезерная бабка х2 | 0,06 | 3,7 | 0,0022 | |
| Гидравлическое оборудование | 0,23 | 3,7 | 0,0085 | |
| Электрооборудование х2 | 1,43 | 3,7 | 0,0529 | |
| Система охлаждения х2 | 0,08 | 3,7 | 0,003 | |
| Транспортер стружки | 0,24 | 3,7 | 0,0089 | |
|
| ||||
|
| 0,668 | |||
Тогда производительность такой линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видно по расчетам, производительности обоих линий удовлетворяют требуемой производительности. Дальнейшее увеличение числа оборудования для повышения производительности будет экономически нецелесообразным.
Похожие работы





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
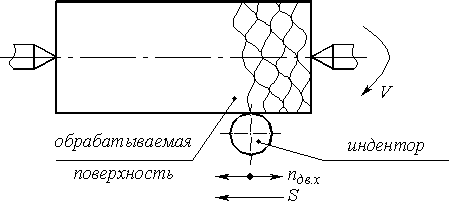
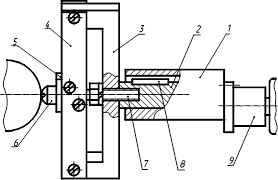
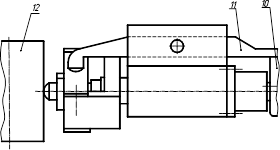
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
0 комментариев