Навигация
Описание конструкции и работы автоматической линии и циклограммы
38314
знаков
8
таблиц
9
изображений
8. Описание конструкции и работы автоматической линии и циклограммы
В состав АЛ последовательного агрегатирования входит следующее оборудование:
Фрезерно-центровальный станок мод. МР71М 1шт.
Токарный многорезцовый полуавтомат мод. 1Н713 4 шт.
Многопозиционный шпоночно-фрезерный станок 1шт.
Промышленный робот 6 шт.
Конвейер пластинчатый 1шт.
На первом фрезерно-центровальном станке производится фрезерование торцев детали и сверление центровых отверстий с помошью фрезерной и сверлильной бабок. Заготовка устанавливается на станке с помощью станочных призм. На втором и третьем токарном многорезцовом полуавтомате производится черновое точение цилиндрических поверхностей с помощью продольного суппорта и многорезцовых наладок. На четвертом и пятом токарных полуавтоматах производится точение цилиндрических поверхностей, фасок и канавок с помощью многорезцовых наладок на продольные и поперечные суппорта. На всех токарных станках заготовка устанавливается в переднем зубчатом центре и поджимается задней бабкой с установленным в ней вращающимся центром. На многопозиционном шпоночно-фрезерном станке производится фрезерование шпоночного паза шпоночной фрезой, установленной во фрезерной насадке, заготовка, установлена на поворотном столе. Самодействующие фрезерные головки на этом станке совершают движение врезания и продольное движение, а также главное движение резания. Однорукие промышленные роботы используются в качестве загрузочных устройств. Транспортирующим устройством в данной АЛ является пластинчатый конвейер с установленными на нем призмами для ориентирования заготовки.
Работа элементов АЛ происходит следующим образом (см. циклограмму работы АЛ): цикл начинается с подвода руки манипулятора к конвейеру, далее происходит зажим заготовки кистью и отвод манипулятора, его поворот к станку, и подвод руки. При попадании ориентированной заготовки в зажимное приспособление происходит зажим ее на станке после чего манипулятор разжимает кисть и отводит руку от станка, одновременно с отводом руки включается быстрый подвод заготовки вместе со столом или соответствующих суппортов в рабочую зону далее включается рабочий ход затем быстрый отвод. Одновременно с быстрым отводом включается подвод отведенной руки манипулятора к станку, зажим заготовки манипулятором и разжим зажимного приспособления. Обработанная заготовка отводится вместе с рукой манипулятора от станка, манипулятор поворачивается к конвейеру, подводит руку и устанавливает деталь в призмах на конвейере, разжимает кисть и отводит руку от него. На этом цикл работы АЛ заканчивается.
9. Описание конструкции и работы станка
В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного.
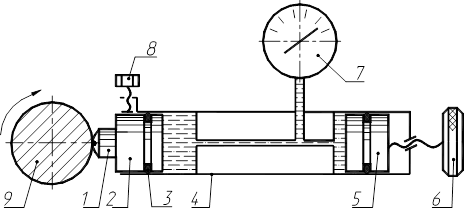
Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает заготовку и поворачивается к станку, для установки заготовки под обработку и ориентации относительно инструмента используем стандартный станочные приспособления – раздвижные призмы, которые крепятся к совершающему движение подачи силовому столу. Для того, чтобы в процессе обработки заготовка находилась неподвижно относительно инструмента и не меняла положение под действием сил резания, будем использовать зажимное приспособление, которое также устанавливается на стол.
Сам процесс обработки будет происходить в следующей последовательности: установка вала на призмы, фиксация вала с помощью зажимного приспособления посредством прижатия его к призмам, подвод заготовки на ускоренном ходу в зону обработки, непосредственная обработка шпоночного паза на рабочем ходу, отвод заготовки из зоны обработки на ускоренном ходу. При этом сам ускоренный подвод и отвод осуществляется посредством перемещения платформы стола по направляющим при вращении электродвигателя быстрых перемещений, изменение направления осуществляется реверсированием электродвигателя. Рабочий ход осуществляется посредством движения стола с заготовкой за счет вращения ходового винта от электродвигателя рабочей подачи. Скорость рабочей подачи настраивается сменяемыми зубчатыми колесами, величина усилия подачи стола регулируется фрикционной предохранительной муфтой, сжатие дисков которой производится винтом и планкой через пружину. Шпиндельный узел совершает вертикальное движение от привода конической шестерни, которая вращает винт, на котором накручена гайка, эта гайка с помощью кронштейна опускает шпиндель в зависимости от вращения винта.
10. Определение режимов обработки
Расчет режимов резания при обработке шпоночного паза ведем в следующей последовательности:
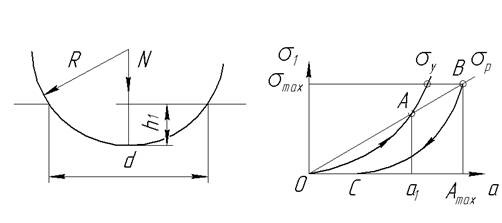
1) схема обработки паза
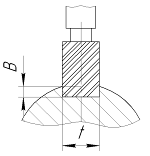
Рисунок 10.1 Обработка шпоночного паза
2) по рис. 10.1 глубина резания ![]() мм и ширина обработки
мм и ширина обработки ![]() мм;
мм;
3) согласно [1, стр. 284, табл. 35] принимаем подачу ![]() ;
;
4) скорость резания рассчитываем по формуле
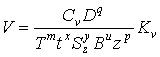 ,
,
где ![]() - стойкость инструмента,
- стойкость инструмента, ![]() мин [1, стр. 290, табл. 40];
мин [1, стр. 290, табл. 40];
![]() - число зубьев фрезы,
- число зубьев фрезы, ![]() ;
;
![]() [1, стр. 287, табл. 39];
[1, стр. 287, табл. 39];

где ![]() – коэффициент, характеризующий группу стали по обрабатываемости,
– коэффициент, характеризующий группу стали по обрабатываемости,![]() =0,85,
=0,85, ![]() =1,45 [1, с. 262, табл.2];
=1,45 [1, с. 262, табл.2];
![]() – коэффициент, учитывающий состояние поверхности,[1, с. 263, табл.5];
– коэффициент, учитывающий состояние поверхности,[1, с. 263, табл.5];
![]() – коэффициент, учитывающий влияние материала инструмента, [1, с. 263, табл.6];
– коэффициент, учитывающий влияние материала инструмента, [1, с. 263, табл.6];

По рассчитанной скорости резания определяем требуемую частоту вращения фрезы при обработке данной поверхности:
 об/мин.
об/мин.
Похожие работы





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
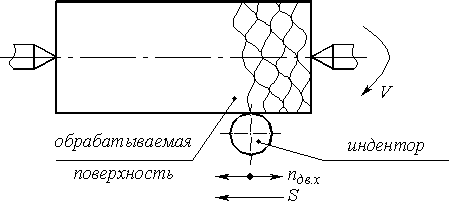
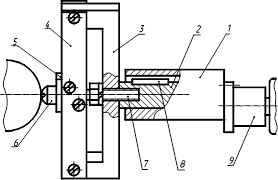
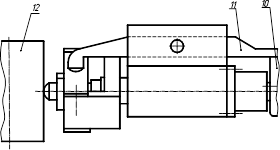
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
0 комментариев