Навигация
Выбор транспортно-загрузочной системы
38314
знаков
8
таблиц
9
изображений
6 Выбор транспортно-загрузочной системы
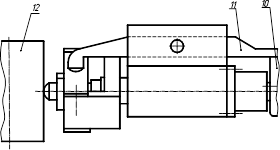
В качестве загрузочно-разгрузочной системы в данной линии можно использовать напольные роботы-манипуляторы. Соответственно принимаем промышленные роботы агрегатно-модульный конструкции типа РПМ-25.
В качестве транспортной системы принимаю пластинчатый конвейер и транспортеры стружки.
7. Расчет затрат для выбранных вариантов автоматических линий
Ранее варианты АЛ рассматривались с точки зрения обеспечиваемой ими производительности и оба из них обеспечивают требуемую производительность. Для окончательного выбора компоновки АЛ определим стоимость каждой из них.
Для расчета стоимости того или иного варианта автоматической линии необходимо предварительно определить состав оборудования, которое будет входить в данную линию.
В обеих компоновках будут использоваться транспортеры деталей, стружки, роботы-манипуляторы. Приведенные затраты автоматической линии находятся по формуле:
![]() ;
;
![]() ;
;
где ![]() - стоимость основного оборудования;
- стоимость основного оборудования;
![]() - стоимость транспортно – загрузочной системы.
- стоимость транспортно – загрузочной системы.
Основное оборудование АЛ с применением станков-дублеров состоит из:
Фрезерно – центровальный станок - 1шт ×3000у.е.=3000 у.е.
Токарный многорезцовый полуавтомат – 4 шт ×4000у.е.=16000 у.е.
Шпоночно– фрезерный станок – 2шт.×3000у.е.=6000у.е.
Общая стоимость основного оборудования составляет: 25000у.е.
Вспомогательное оборудование для данной схемы:
Транспортер деталей 1 шт. × 1200 у.е.= 1200 у.е.
Транспортер стружки 2 шт. × 320 у.е.= 640 у.е.
Промышленный робот 7 шт.×4500у.е.=31500 у.е.
Общая стоимость вспомогательного оборудования составляет 33340 у.е
Приведенные потери составляют для данного варианта:
![]() у.е
у.е
Аналогично рассчитываем стоимость основного оборудования для варианта компоновки АЛ с многопозиционным станком:
Фрезерно – центровальный станок - 1шт ×3000у.е.=3000 у.е.
Токарный многорезцовый полуавтомат – 4 шт ×4000у.е.=16000 у.е.
Двухпозиционный фрезерный полуавтомат – 1шт.×6000у.е.=6000у.е.
Общая стоимость основного оборудования составляет 25000 у.е.
Определим стоимость вспомогательного оборудования:
Промышленный робот 6шт.×4500у.е.=27000 у.е.
Транспортер деталей 1 шт. × 1200 у.е.= 1200 у.е.
Транспортер стружки 1 шт. ×320 у.е.= 320 у.е.
Стоимость вспомогательного оборудования для данного варианта составляет 28520 у.е.
Как видно из расчетов второй вариант является экономически более целесообразным. Приведенные потери составляют для него:
![]() у.е.
у.е.
Из экономического сравнения двух вариантов видим, что вариант АЛ с применением многопозиционного станка оказался более выгодным.
Все расчеты заносим в таблицу 7.1.
Таблица 7.1 – Стоимость основного и вспомогательного оборудования
| № варианта | Тип оборудования | Стоимость оборудования | Тип ТЗС | Стоимость ТЗС | Приведенные затраты |
| 1 | Транспортер деталей | 1·1200 | 20419 | ||
| Станок фрезерно-центровальный мод. МР-71МФ3 | 1·3000 | Промышленный робот РПМ-25 | 1·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок токарный многорезцовый копировальный полуавтомат мод. 1716Ц | 4·4000 | Промышленный робот РПМ-25 | 4·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок шпоночно-фрезерный 692М | 2·3000 | Промышленный робот РПМ-25 | 2·4500 | ||
| Транспортер стружки | 2·320 | ||||
| 2 | Транспортер деталей | 1·1200 | |||
| Станок фрезерно-центровальный мод. МР-71М | 1·3000 | Промышленный робот РПМ-25 | 1·4500 | 18732 | |
| Транспортер стружки | 320 | ||||
| Станок токарный многорезцовый копировальный полуавтомат мод. 1716Ц | 4·4000 | Промышленный робот РПМ-25 | 4·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок вертикально-фрезерный многопозиционный | 6000 | Промышленный робот РПМ-25 | 1·4500 | ||
| Транспортер стружки | 320 | ||||
Таблица 7.2 – Структура техпроцесса в автоматизированном производстве при совмещении операций
| № поз. | Наименование операции | Инструментальные переходы на данной операции | Инструмент | Время операции, мин. |
| 1 | Фрезерно-центровальная | Фрезеровать торцы 1, 11 Сверлить центровочные отверстия | Фреза торцевая Сверла центровочные комбинированные | 1,22 |
| 2 | Токарная черновая | Точить поверхности 3, 4, 6, 7 | Многорезцовая наладка | 1,48 |
| 3 | Токарная черновая | Точить поверхности 13, 15 | Многорезцовая наладка | 0,43 |
| 4 | Токарная чистовая | Точить поверхности 3, 4, 6, 7 Точить фаски 2, 5, 17 и канавки 3, 4, 6, 7 | Многорезцовая наладка | 0,646 |
| 5 | Токарная чистовая | Точить поверхности 13, 15 Точить фаски 12, 14, 10 и канавки 13, 15 | Многорезцовая наладка | 0,3865 |
| 6 | Вертикально-фрезерная | Фрезеровать шпоночные пазы | Фреза шпоночная | 4,15 |
Похожие работы





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
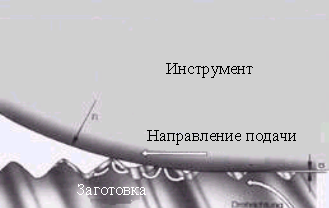
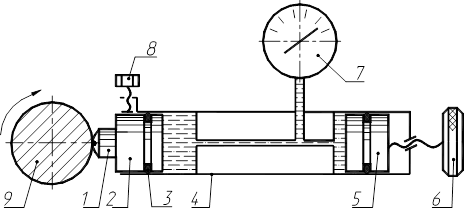
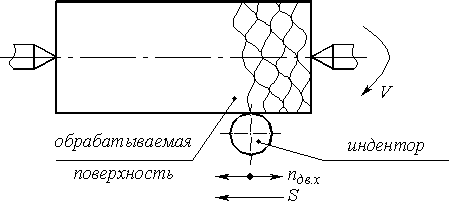
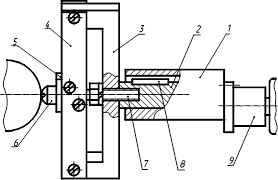
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
0 комментариев