Навигация
Уточненный расчет производительности автоматической линии
41529
знаков
8
таблиц
6
изображений
5 Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится согласно [2] по формуле:
 , (5.1)
, (5.1)
где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() );
);
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]() (5.2)
(5.2)
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловвые потери по оборудованию.
- ожидаемые внецикловвые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
 (5.3)
(5.3)
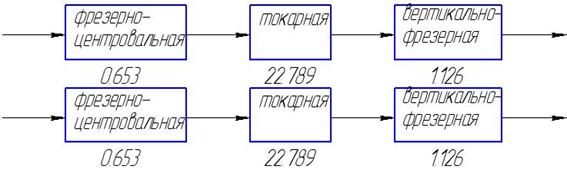
Сведем данные по всем инструментам для 1-го варианта в таблицу 5.1, а для 2-го – в таблицу 5.2.
Таблица 5.1 – Потери по инструменту 1-го варианта АЛ
| п\п | Наименование инструмента |
|
|
|
|
| |
| 1 | Фреза торцовая Т5К10 | 0,67 | 180 | 5,0 | 0,12 | 0,038116 | |
| 2 | Сверло центровочное комбинированное | 0,10 | 25 | 1,0 | 0,12 | 0,00896 | |
| 3 | Резец Т5К10 (установ А, черновая обработка) | 0,92 | 60 | 1,5 | 0,2 | 0,052133 | |
| 4 | Резец Т5К10 (установ А, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 5 | Резец подрезной Т5К10 (черновая обработка) | 0,68 | 60 | 1,5 | 0,2 | 0,038533 | |
| 6 | Резец Т5К10 (установ Б, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 7 | Резец Т5К10 (установ Б, черновая обработка) | 0,4 | 60 | 1,5 | 0,2 | 0,011333 | |
| 8 | Резец Т15К6 (установ А, чистовая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,01734 | |
| 9 | Резец Т15К6 (установ Б, чистовая обработка) | 0,54 | 60 | 1,5 | 0,2 | 0,02142 | |
| 10 | Резец канавочный Т14К8 (чистовая обработка) | 0,03 | 45 | 1,5 | 0,2 | 0,002267 |
|
| 11 | Резец специальный Р6М5 (чистовая обработка) | 0,06 | 30 | 1,5 | 0,2 | 0,0068 |
|
| 11 | Фреза шпоночная Р18 Ø22 | 1,06 | 90 | 1,0 | 0,27 | 0,029916 | |
| 12 | Фреза шпоночная Р18 Ø25 | 1,69 | 90 | 1,0 | 0,27 | 0,047696 | |
|
| |||||||
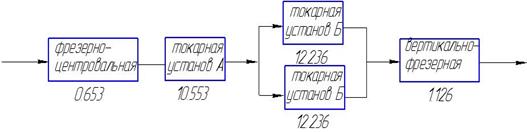
Таблица 5.2 – Потери по инструменту 2-го варианта АЛ
| п\п | Наименование инструмента |
|
|
|
|
| |
| 1 | Фреза торцовая Т5К10 | 0,67 | 180 | 5,0 | 0,12 | 0,038116 | |
| 2 | Сверло центровочное комбинированное | 0,10 | 25 | 1,0 | 0,12 | 0,00896 | |
| 3 | Резец Т5К10 (установ А, черновая обработка) | 0,71 | 60 | 1,5 | 0,2 | 0,028163 | |
| 4 | Резец Т5К10 (установ А, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 5 | Резец подрезной Т5К10 (черновая обработка) | 0,68 | 60 | 1,5 | 0,2 | 0,038533 | |
| 6 | Резец Т5К10 (установ Б, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 7 | Резец Т5К10 (установ Б, черновая обработка) | 0,25 | 60 | 1,5 | 0,2 | 0,0085 | |
| 8 | Резец Т15К6 (установ А, чистовая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,01734 | |
| 9 | Резец Т15К6 (установ Б, чистовая обработка) | 0,54 | 60 | 1,5 | 0,2 | 0,02142 | |
| 10 | Резец канавочный Т14К8 (чистовая обработка) | 0,03 | 45 | 1,5 | 0,2 | 0,002267 | |
| 11 | Резец специальный Р6М5 (чистовая обработка) | 0,06 | 30 | 1,5 | 0,2 | 0,0068 | |
| 11 | Фреза шпоночная Р18 Ø22 | 1,06 | 90 | 1,0 | 0,27 | 0,014958 | |
| 12 | Фреза шпоночная Р18 Ø25 | 1,69 | 90 | 1,0 | 0,27 | 0,047696 | |
|
| |||||||
Расчет внецикловых потерь по оборудованию проводится по формуле:
![]() , (5.4)
, (5.4)
где ![]() - среднее время простоев i-го нормализованного узла.
- среднее время простоев i-го нормализованного узла.
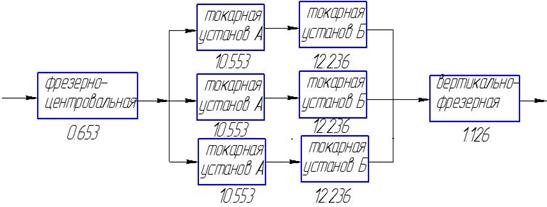
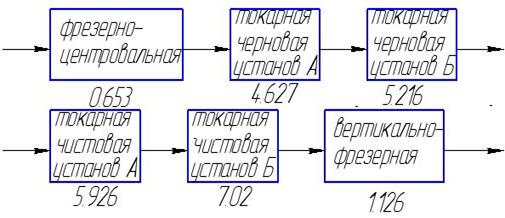
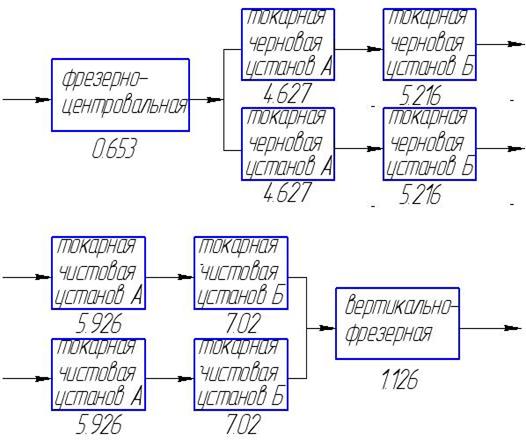
Рассмотрим вариант компоновки данной линии с применением станков-дублеров и многорезцовой обработки. Данные по потерям времени по оборудования сводим в таблицы 5.3 и 5.4.
Таблица 5.3 - Уточненные потери по оборудованию 1-го варианта АЛ
| Операция | Наименование механизма | Время простоев на 100 мин. | Время работы j-ого нормализованного узла | Простои конкретных механизмов |
| 1 | 2 | 3 | 4 | 5 |
| Фрезерно-центровальная | Узел подачи и зажима | 0,55 | 0,77 | 0,004235 |
| Фрезерная бабка | 0,04 | 0,67 | 0,000268 | |
| Сверлильная бабка | 0,03 | 0,10 | 0,00003 | |
| Гидравлическое оборудование | 0,2 | 0,77 | 0,00154 | |
| Электрооборудование | 0,5 | 0,77 | 0,00385 | |
| Система охлаждения | 0,08 | 0,77 | 0,000616 | |
| Транспортер стружки | 0,24 | 0,77 | 0,001848 | |
|
| ||||
| Токарная черновая Установ А (Х2) | Узел подачи и закрепления заготовки | 0,55 | 0,92 | 0,00506х2 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,92 | 0,001656х2 | |
| Узел продольных суппортов | 0,06 | 0,92 | 0,000552х2 | |
| Гидравлическое оборудование | 0,20 | 0,92 | 0,00184х2 | |
| Электрооборудование | 1,43 | 0,92 | 0,013156х2 | |
| Система охлаждения | 0,08 | 0,92 | 0,000736х2 | |
| Транспортер стружки | 0,24 | 0,92 | 0,002208х2 | |
|
| ||||
| Токарная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,66 | 0,00363 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,66 | 0,001188 | |
| Узел поперечных суппортов | 0,07 | 0,29 | 0,000203 | |
| Узел продольных суппортов | 0,06 | 0,66 | 0,000396 | |
| Гидравлическое оборудование | 0,20 | 0,66 | 0,00132 | |
| Электрооборудование | 1,43 | 0,66 | 0,009438 | |
| Система охлаждения | 0,08 | 0,66 | 0,000528 | |
| Транспортер стружки | 0,24 | 0,66 | 0,001584 | |
|
| ||||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,66 | 0,00363 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,66 | 0,001188 | |
| Узел поперечных суппортов | 0,07 | 0,39 | 0,000273 | |
| Узел продольных суппортов | 0,06 | 0,66 | 0,000396 | |
| Гидравлическое оборудование | 0,2 | 0,66 | 0,00132 | |
| Электрооборудование | 1,43 | 0,66 | 0,009438 | |
| Система охлаждения | 0,08 | 0,66 | 0,000528 | |
| Транспортер стружки | 0,24 | 0,66 | 0,001584 | |
|
| ||||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,4 | 0,0022 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,4 | 0,00072 | |
| Узел продольных суппортов | 0,06 | 0,4 | 0,00024 | |
| Гидравлическое оборудование | 0,2 | 0,4 | 0,0008 | |
| Электрооборудование | 1,43 | 0,4 | 0,00572 | |
| Система охлаждения | 0,08 | 0,4 | 0,00032 | |
| Транспортер стружки | 0,24 | 0,4 | 0,00096 | |
|
| ||||
| Токарная чистовая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,51 | 0,002805 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,51 | 0,000918 | |
| Узел поперечных суппортов | 0,07 | 0,05 | 0,000035 | |
| Узел продольных суппортов | 0,06 | 0,51 | 0,000306 | |
| Гидравлическое оборудование | 0,2 | 0,51 | 0,00102 | |
| Электрооборудование | 1,43 | 0,51 | 0,007293 | |
| Система охлаждения | 0,08 | 0,51 | 0,000408 | |
| Транспортер стружки | 0,24 | 0,51 | 0,001224 | |
|
| ||||
| Токарная чистовая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,54 | 0,00297 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,54 | 0,000972 | |
| Узел поперечных суппортов | 0,07 | 0,06 | 0,000042 | |
| Узел продольных суппортов | 0,06 | 0,54 | 0,000324 | |
| Гидравлическое оборудование | 0,2 | 0,54 | 0,00108 | |
| Электрооборудование | 1,43 | 0,54 | 0,007722 | |
| Система охлаждения | 0,08 | 0,54 | 0,000432 | |
| Транспортер стружки | 0,24 | 0,54 | 0,001296 | |
|
| ||||
| Вертикально-фрезерная (Х2) | Узел подачи и зажима | 0,55 | 2,75 | 0,015125х2 |
| Фрезерная бабка | 0,04 | 2,75 | 0,0011х2 | |
| Силовой стол с гидроприводом | 0,24 | 2,75 | 0,0066х2 | |
| Электрооборудование | 1,43 | 2,75 | 0,039325х2 | |
| Система охлаждения | 0,08 | 2,75 | 0,0022х2 | |
| Транспортер стружки | 0,24 | 2,75 | 0,0066х2 | |
|
| ||||
|
| 0,2812 | |||
Тогда производительность 1-го варианта автоматической линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Таблица 5.4 - Уточненные потери по оборудованию 2-го варианта АЛ
| Операция | Наименование механизма | Время простоев на 100 мин. | Время работы j-ого нормализованного узла | Простои конкретных механизмов | |||
| 1 | 2 | 3 | 4 | 5 | |||
| Фрезерно-центровальная | Узел подачи и зажима | 0,55 | 0,77 | 0,004235 | |||
| Фрезерная бабка | 0,04 | 0,67 | 0,000268 | ||||
| Сверлильная бабка | 0,03 | 0,10 | 0,00003 | ||||
| Гидравлическое оборудование | 0,2 | 0,77 | 0,00154 | ||||
| Электрооборудование | 0,5 | 0,77 | 0,00385 | ||||
| Система охлаждения | 0,08 | 0,77 | 0,000616 | ||||
| Транспортер стружки | 0,24 | 0,77 | 0,001848 | ||||
|
| |||||||
| Токарная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,71 | 0,003905 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,71 | 0,001278 | ||||
| Узел поперечных суппортов | 0,07 | 0,29 | 0,000203 | ||||
| Узел продольных суппортов | 0,06 | 0,71 | 0,000426 | ||||
| Гидравлическое оборудование | 0,06 | 0,71 | 0,000426 | ||||
| Электрооборудование | 0,2 | 0,71 | 0,00142 | ||||
| Система охлаждения | 1,43 | 0,71 | 0,010153 | ||||
| Транспортер стружки | 0,08 | 0,71 | 0,000568 | ||||
|
| |||||||
| Токарная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,66 | 0,00363 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,66 | 0,001188 | ||||
| Узел поперечных суппортов | 0,07 | 0,29 | 0,000203 | ||||
| Узел продольных суппортов | 0,06 | 0,66 | 0,000396 | ||||
| Гидравлическое оборудование | 0,20 | 0,66 | 0,00132 | ||||
| Электрооборудование | 1,43 | 0,66 | 0,009438 | ||||
| Система охлаждения | 0,08 | 0,66 | 0,000528 | ||||
| Транспортер стружки | 0,24 | 0,66 | 0,001584 | ||||
|
| |||||||
| 1 | 2 | 3 | 4 | 5 | |||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,66 | 0,00363 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,66 | 0,001188 | ||||
| Узел поперечных суппортов | 0,07 | 0,39 | 0,000273 | ||||
| Узел продольных суппортов | 0,06 | 0,66 | 0,000396 | ||||
| Гидравлическое оборудование | 0,2 | 0,66 | 0,00132 | ||||
| Электрооборудование | 1,43 | 0,66 | 0,009438 | ||||
| Система охлаждения | 0,08 | 0,66 | 0,000528 | ||||
| Транспортер стружки | 0,24 | 0,66 | 0,001584 | ||||
|
| |||||||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,25 | 0,0022 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,25 | 0,00072 | ||||
| Узел продольных суппортов | 0,06 | 0,25 | 0,00024 | ||||
| Гидравлическое оборудование | 0,2 | 0,25 | 0,0008 | ||||
| Электрооборудование | 1,43 | 0,25 | 0,00572 | ||||
| Система охлаждения | 0,08 | 0,25 | 0,00032 | ||||
| Транспортер стружки | 0,24 | 0,25 | 0,00096 | ||||
|
| |||||||
| Токарная чистовая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,51 | 0,002805 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,51 | 0,000918 | ||||
| Узел поперечных суппортов | 0,07 | 0,05 | 0,000035 | ||||
| Узел продольных суппортов | 0,06 | 0,51 | 0,000306 | ||||
| Гидравлическое оборудование | 0,2 | 0,51 | 0,00102 | ||||
| Электрооборудование | 1,43 | 0,51 | 0,007293 | ||||
| Система охлаждения | 0,08 | 0,51 | 0,000408 | ||||
| Транспортер стружки | 0,24 | 0,51 | 0,001224 | ||||
|
| |||||||
| Токарная чистовая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,54 | 0,00297 | |||
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,54 | 0,000972 | ||||
| Узел поперечных суппортов | 0,07 | 0,06 | 0,000042 | ||||
| Узел продольных суппортов | 0,06 | 0,54 | 0,000324 | ||||
| Гидравлическое оборудование | 0,2 | 0,54 | 0,00108 | ||||
| Электрооборудование | 1,43 | 0,54 | 0,007722 | ||||
| Система охлаждения | 0,08 | 0,54 | 0,000432 | ||||
| Транспортер стружки | 0,24 | 0,54 | 0,001296 | ||||
|
| |||||||
| Узел подачи и зажима | 0,55 | 1,06 | 0,00583 | ||||
| Фрезерная бабка | 0,04 | 1,06 | 0,000424 | ||||
| Силовой стол с гидроприводом | 0,24 | 1,06 | 0,002544 | ||||
| Электрооборудование | 1,43 | 1,06 | 0,015158 | ||||
| Система охлаждения | 0,08 | 1,06 | 0,000848 | ||||
| Транспортер стружки | 0,24 | 1,06 | 0,002544 | ||||
|
| |||||||
| Вертикально-фрезерная (Х2) | Узел подачи и зажима | 0,55 | 1,69 | 0,015125х2 | |||
| Фрезерная бабка | 0,04 | 1,69 | 0,0011х2 | ||||
| Силовой стол с гидроприводом | 0,24 | 1,69 | 0,0066х2 | ||||
| Электрооборудование | 1,43 | 1,69 | 0,039325х2 | ||||
| Система охлаждения | 0,08 | 1,69 | 0,0022х2 | ||||
| Транспортер стружки | 0,24 | 1,69 | 0,0066х2 | ||||
|
| |||||||
|
| 0,219 | ||||||
Тогда производительность 2-го варианта автоматической линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видно по расчетам, производительности обоих линий удовлетворяют требуемой производительности.
Похожие работы
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... кисть и отводит руку от него. На этом цикл работы АЛ заканчивается. 9. Описание конструкции и работы станка В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного. Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
0 комментариев