Навигация
Расчет схвата захватного устройства
41529
знаков
8
таблиц
6
изображений
10 Расчет схвата захватного устройства
10.1 Описание механизма схвата захватного устройства
Схват предназначен для для деталей типа валов. Он имеет пару губок, зажим и разжим которых осуществляется за счет осевого движения тяги с жестко связанной с ней зубчатой рейкой. Движение тяги осуществляется от гидропривода. Рейка находится в зацеплении с зубчатыми секторами, нарезанными на рычагах зажимных губок. К тыльной стороне каждой из губок прикреплены плоские пружины, противоположные концы которых жестко связаны с рычагами. Под действием пружин рычаги поворачиваются до упора выступающей части в рычаги зажимных губок. При этом упоры нажимают на концевые выключатели . Если губка коснется какого-либо препятствия (например, корпуса станка), то пружина немного прогнется и повернет рычаг так, что его выступ выйдет из соприкосновения с рычагом губки, а упор 6 освободит контакт конечного выключателя ; движение манипулятора при этом блокируется. Кожух предохраняет механизм схвата от стружки и грязи.
10.2 Расчет сил, действующих в местах контакта заготовки и элементов захвата
Проанализировав конструкцию схвата проведем расчет согласно рекомедациям [3,с.182] и расчетной схемы на рис. 10.2.1.
![]() (10.2.1)
(10.2.1)
где i,j=1,2; i≠j; Rn – реакция на n-ю губку захвата;
μ –коэффициент трения губки захвата с заготовкой (для незакаленных губок из стали 45, 50 – 0,12÷0,15, для закаленных губок в виде гребенки с острой насечкой из стали 65Г, 60С2, У8А, У10А, при твердости HRC 55 - 0,3÷0,35).
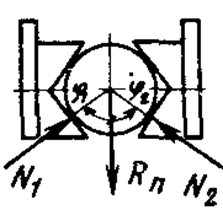
Рис.10.2.1 – Расчетная схема сил, действующих в местах контакта заготовки и элементов схвата
Реакцию Rn рассчитываем для самого нагруженного случая, когда сила тяжести и сила инерции сонаправлены (при подъеме детали). Тогда,
![]() .
.
Учитывая, что выбранный манипулятор двурукий, реакция захвата делится равномерно между двумя руками:
Rn=755/2=377,5.
Следовательно, подставляя значения в (10.2.1) получаем:
10.3 Расчет усилий привода зажима
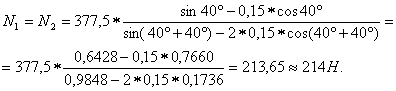
В основе механизма данного схвата – реечный механизм. Тогда согласно рекомендациям [3, с.184] производим расчет согласно расчетной схемы, приведенной на рис. 10.3.1.
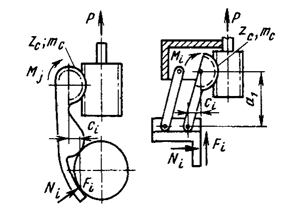
Рис.10.3.1 – Расчетная схема сил привода зажима
В данном захватном устройстве губки симметричны. Следовательно,
![]() , (10.3.1)
, (10.3.1)
где ηρ=0,94 - КПД, Mj – удерживающий момент
для j-й губки
![]() , (10.3.2)
, (10.3.2)
mc-модуль сектора, zc-число зубьев сектора.
Рассчитываем удерживающий момент для губки согласно (10.3.2):
![]()
Тогда получаем усилие привода зажима заготовки из (10.3.1)
![]() .
.
10.4 Расчет контактных напряжений при захвате заготовки губками захватного устройства
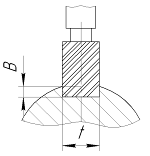
Расчет ведем согласно рекомендациям [3, с.184] и схеме на рис. 10.4.1.
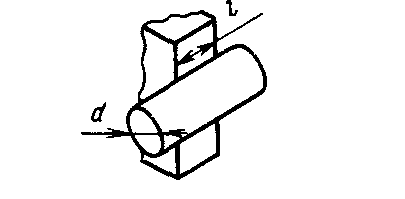
Рис.10.4.1 – Схема захвата заготовки
Тогда
![]() (10.4.1)
(10.4.1)
где N – сила, действующая в месте контакта захвата с заготовкой;
Епр – приведенный модуль упругости губки захвата и заготовки; l – ширина губки захвата, мм; d – диаметр заготовки, мм.
Т.к. материал губок и заготовки – сталь 45, то Епр=200000МПа. Следовательно,
![]()
Заключение
В курсовом проекте исследован технологический процесс обработки детали в неавтоматизированном производстве, произведен сравнительный анализ компоновок автоматических линий, выбран наиболее рациональный вариант автоматической линии по критерию обеспечения заданной производительности и минимума приведенных затрат, разработана и описана циклограмма работы выбранного варианта автоматической линии. Производительность скомпонованной автоматической линии с учетом внецикловых потерь составляет 230шт/см, при этом время цикла обработки заготовки 85 с.
Также был спроектирована станочная система, предназначенная для токарной обработки вала. Система компоновалась из нормализованных единиц: токарный многорезцовый полуавтомат 1П713, промышленный робот портального типа «Пирин» и конвейер БВК-800. Для захватного устройства робота произведен расчет схвата реечного типа. Полученное усилие зажима, необходимое для захвата данной детали составляет 3270 Н, величина контактных напряжений при захватывании заготовки – 66 МПа.
Список литературы
1. Справочник технолога машиностроителя. В 2-х т. Т2/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд-. М.: Машиностроение, 1985.-496с.
2. Методические указания по выполнению курсовых работ по дисциплине «Теория проектирования автоматизированных станочных комплексов» №774.Сост.:Л.П. Калафатова, А. Д. Молчанов Донецк ДонНТУ 2003. 47с.
3. Промышленные роботы. Справочник. Козырев Ю.Г.-М.: Машиностроение, 1988. -392с.
4. Ковейеры. Справочник. Р.Л. Зенков, А.Н.Гнутов под. ред. Пертена. – Л.: Машиностроение, 1984. – 366с.
5. Промышленные роботы в машиностроении.Альбом схем и чертежей. Ю.М. Соломенцев – М.: Машиностроение, 1987.
Похожие работы
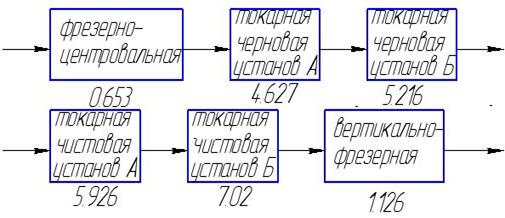
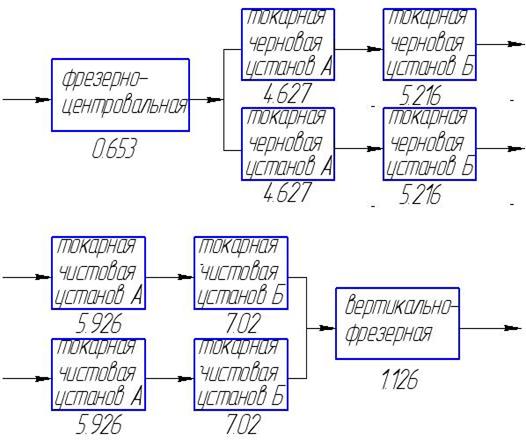
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... кисть и отводит руку от него. На этом цикл работы АЛ заканчивается. 9. Описание конструкции и работы станка В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного. Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
0 комментариев