Навигация
Описание работы спроектированной автоматической линии
41529
знаков
8
таблиц
6
изображений
8 Описание работы спроектированной автоматической линии
В состав АЛ последовательного агрегатирования с вертикально-фрезерными станками дублерами (ПК 08.6.09.02.03.62.03.001) входит следующее оборудование:
Фрезерно-центровальный станок мод. МР73М (поз. 1) - 1шт.
Токарный многорезцовый полуавтомат мод. 1Н713 (поз. 2) - 6 шт.
Вертикально-фрезерный полуавтомат мод. 6Д12 (поз. 3) - 3 шт.
Портальный робот «Пирин» (поз. 4) - 4шт.
Манипулятор мод. РГШ – 40П (поз. 5) - 5 шт.
Конвейер пластинчатый мод. БВК - 80 (поз. 6) - 1шт.
Центральный командоаппарат (поз. 7)
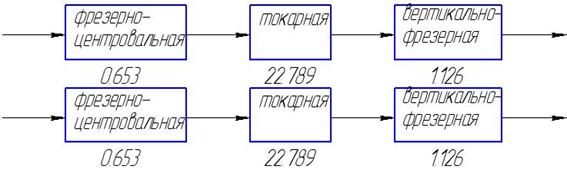
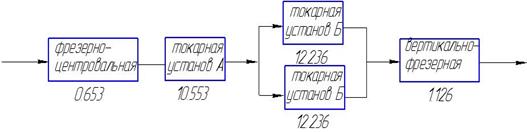
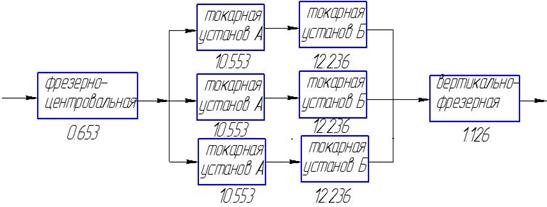
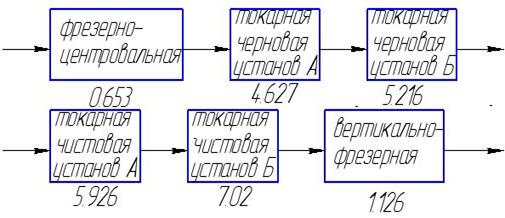
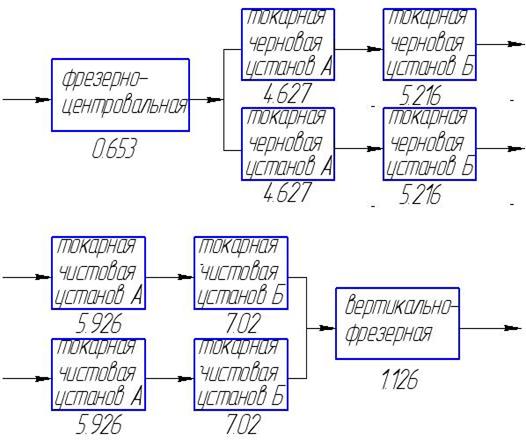
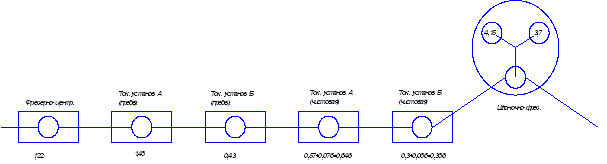
На первом фрезерно-центровальном станке производится фрезерование торцев детали и сверление центровых отверстий с помошью фрезерной и сверлильной бабок. Заготовка устанавливается на станке с помощью станочных призм. На втором и третьем (по порядку расположения в линии) токарном многорезцовом полуавтомате производится черновое точение цилиндрических поверхностей с помощью продольного и поперечного суппорта и многорезцовых наладок с одной стороны детали. На четвертом, пятом и шестом токарных многорезцовых полуавтоматах производится черновое точение цилиндрических поверхностей, а также чистовое точение цилиндрических поверхностей, фасок и канавок с помощью продольного и поперечного суппорта и многорезцовых наладок с другой стороны детали. Автоматическая переориентация детали, позволяющая сэкономить на поворотных столах, достигается за счет шахматного расположения станков. На седьмом многорезцовом полуавтомате производится переориентация детали и чистовое точение цилиндрических поверхностей, фасок и канавок с помощью продольного и поперечного суппорта и многорезцовых наладок с другой стороны детали. На всех токарных станках заготовка устанавливается в переднем зубчатом центре и поджимается задней бабкой с установленным в ней вращающимся центром. На вертикально-фрезерных полуавтоматах производится фрезерование шпоночного паза концевой фрезой, установленной во фрезерной насадке, заготовка, установленная на самодействующем столе, совершает движение подачи. Портальные роботы «Пирин» и манипуляторы
РГШ-40П используются в качестве загрузочных устройств. Транспортирующим устройством в данной АЛ является пластинчатый конвейер БВК-60 с установленными на нем призмами для базирования заготовки. Согласованное управление АЛ осуществляется от центрального командоаппарата.
Работа элементов АЛ происходит следующим образом (см. циклограмму работы АЛ – ПК 08.6.09.02.03.62.04.001): цикл начинается с подвода руки манипулятора к конвейеру, далее происходит зажим заготовки кистью и отвод манипулятора, его поворот (подход – для портального робота) к станку, одновременно с поворотом заготовки на 1800 при необходимости, и подвод руки. При попадании ориентированной заготовки в зажимное приспособление происходит зажим ее на станке после чего манипулятор разжимает кисть и отводит руку от станка, одновременно с отводом руки включается быстрый подвод заготовки вместе со столом или соответствующих суппортов в рабочую зону далее включается рабочий ход затем быстрый отвод. Одновременно с быстрым отводом включается подвод отведенной руки манипулятора к станку, зажим заготовки манипулятором и разжим зажимного приспособления. Обработанная заготовка отводится вместе с рукой манипулятора от станка, манипулятор поворачивается к конвейеру, подводит руку и устанавливает деталь в призмах на конвейере, разжимает кисть и, одновременно с перемещением конвейера, отводит руку от него. На этом цикл работы АЛ заканчивается.
9 Описание станочной системы на базе токарного станка
Исходные критерии по компоновке станочной системы, представленной в ПК 08.6.09.02.03.62.05.001:
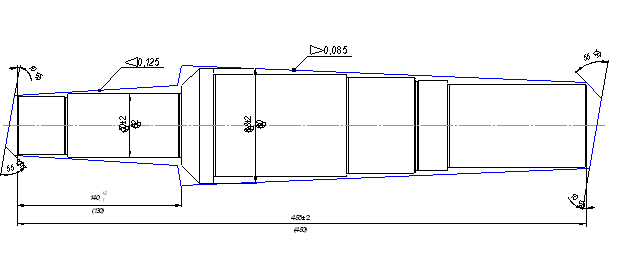
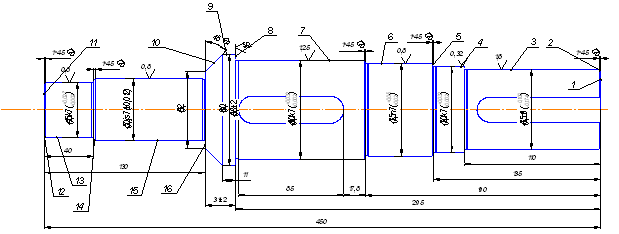
- массо-габаритные размеры детали (согласно ПК 08.6.09.02.03.62.01.001);
- вид обработки.
Т.к. деталь – деталь типа тело вращение, то основа ее обработки – точение.
Для данной станочной системы выберем токарный многорезцовый полуавтомат мод. 1Н713. В качестве транспортно-загрузочного устройства используем согласно рекомендациям [3] промышленный робот портального типа «Пирин» поз. 2. Принцип работы робота описан ниже.
На сварной балке коробчатой формы установлен плоский и призматический направляющие рельсы. Сбоку на плоском рельсе нарезана зубчатая рейка, зацепляющаяся с приводом перемещения каретки, на основании которой расположены опорные ролики, плиты для крепления рук, гидроаккумулятор, гидродвигатель привода перемещения каретки по монорельсу и кронштейн для крепления кабельной цепи. Механические руки (поз. 4) имеют механизм ротации захватного устройства. Привод продольного перемещения рук, ротации захватного устройства и движения зажима – от гидроцилиндров. Роботы снабжены гидростанцией, электрошкафом и пультом управления.
В данной станочной системе также присутствует устройство транспортировки деталей – пластинчатый конвейер БВК – 800. Выбор пластинчатого конвейера обусловлен массой заготовки детали, достигающей 51 кг.
Работа данной станочной системы организована следующим образом: конвейер перемещает заготовку, сбазированную в призмах, в фиксированную позицию так, чтобы ось заготовки находилась в одной вертикальной плоскости с осью шпинделя и была параллельна ей. Рука робота осуществляет бысрый подвод к заготовке захватного устройства и производит захват заготовки. После этого рука робота возвращается в свою рабочую зону и перемещает заготовку в рабочую зону станка (поз.1). Наличие второй руки позволяет роботу забрать уже обработанное изделие из рабочей зоны станка, а на его место установить ранее взятую заготовку. Далее робот перемещает уже обработанное изделие на конвейер и производит захват новой заготовки. Цикл работы повторяется.
Похожие работы
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... кисть и отводит руку от него. На этом цикл работы АЛ заканчивается. 9. Описание конструкции и работы станка В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного. Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
0 комментариев