Выбор марки стали и ее описание
Описание операций технологического процесса
Выбор нагревающей среды производиться с учетом желательности применения газовых искусственных атмосфер для нагрева без окисления и обезуглероживания
ВЫБОР И РАСЧЕТ ОБОРУДОВАНИЯ
Устройство и работа составных частей изделия
Вспомогательное оборудование
Расчет дополнительного оборудования
Навигация
Расчет дополнительного оборудования
Проект участка химико-термической обработки
50367
знаков
8
таблиц
3
изображения
2.5.2 Расчет дополнительного оборудования
В качестве дополнительного оборудования применяется эндоустановка. Производительность эндотермического генератора 20 м3/час.
Так как принятое СШЦМ 6.12/10 три, то необходима установка для приготовления эндогаза с производительностью 60 м3/час. Следовательно, принимаем установку ЭН-60.
2.6 Механизация и автоматизация производства
При проектировании участка термической обработки необходимо предусматривать комплексную механизацию всех основных и вспомогательных операций:
1) механизация и автоматизация технологических операций путем применения специального оборудования, оснащенного автоматическим регулированием, и управлением параметров температуры, времени нагрева, и среды обработки;
2) механизация и автоматизация вспомогательных, контрольно-приемочных и подъемно-транспортных операций путем, применения механизированных средств перемещения изделий, оборудования и оснастки;
3) автоматизация управления производственным потоком с помощью сложных систем регулирования и управления в соответствии с заданной программой;
4) агрегатирование средств механизации и автоматизации, т. е. совмещение выполнения в одном агрегате всех последовательных операций по обработке заданных изделий.
При массовом крупносерийном производстве, где используется специальное оборудование следует применять узкоспециализированные средства механизации и автоматизации.
Для регулирования температуры используются потенциометры; для регулирования среды обработки и интенсивности ее циркуляции в рабочем пространстве применяют газоанализаторы прямого косвенного действия и расходомеры, для продолжительности операции - реле времени.
При механизированной подаче обрабатываемости изделий используются специальные механизмы: подъемники, автооператоры, манипуляторы.
При межцеховом транспортировании тары с изделиями - электротележки (кары).
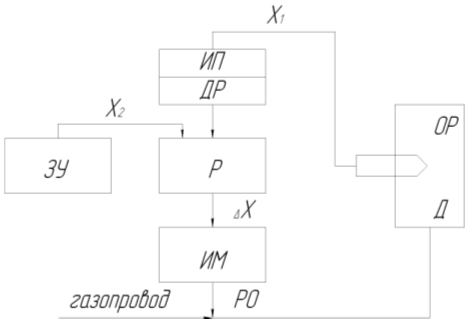
При работе оборудования необходимо проводить контроль и регулирование параметров технологического процесса, ХТО для получения информации о ходе ХТО по значениям одного или нескольких параметров.
Контроль температуры заключается в том, что сигнал вырабатывается датчиком, который находится в печи, автоматически поступает на измерительный прибор, который фиксирует текущие значения температуры.
Автоматическое регулирование температуры используется для поддержания требуемого значения температуры на определенном уровне.
В качестве измерительных приборов используется потенциометры.
Особенностью потенциометров является то, что в них используется компенсационный (нулевой) метод измерения, при котором полностью исключается ошибки измерения, связанные с изменением сопротивления измерительного контура.
Принцип действия потенциометра основан на том, что развиваемая термопарой термо-Э.Д.С., компенсируется равным по величине напряжением от дополнительного источника, который затем измеряется с высокой точностью.3 СТРОИТЕЛЬНАЯ ЧАСТЬ
3.1 Разработка плана расположения оборудования на проектируемом участке
Термические цеха в своем составе имеют:
1) производственные участки;
2) вспомогательные отдельные (склады);
3) склады готовой продукции, вспомогательных материалов, приспособлений;
4) трансформаторные подстанции;
5) служебные и бытовые помещения.
Состав площадей изменяется в зависимости от размера и структуры цеха, характера технологических процессов и других особенностей.
В основу расстановки оборудования на плане и разрезах цеха должны быть положены
1) Намеченная компоновочная схема технологического грузопотока, не допускающая пересечения путей движения обрабатываемых изделий. Исключение может быть только для цехов индивидуального и мелкосерийного производства, но при этом общий грузопоток должен идти в одном направлении.
2) Возможность обслуживания и ремонта оборудования.
3) Организация межоперационного транспорта обрабатываемых изделий.
При установлении схемы расположения оборудования необходимо учесть, что печи должны располагаться вдоль наружных остекленных стен.
Участки с токсическим, шумопроизводящим оборудованием должны быть размещены в обособленных помещениях, изолированных от печного зала.
К такому оборудованию относятся участки для приготовления защитных атмосфер, воздуходувки высокого давления, установки для очистки дробью.
Проезды и проходы желательно размещать по периметру с обязательным расположением ворот и дверей у наружных стен.
3.2 Расчет площадей и описание основных элементов здания
Для размещения проектируемого участка цеха, с вредные газовыделениями и значительными избытками тепла (более 20 ккал/м3 х час), как правило должно использоваться одноэтажное здание прямоугольной формы, обеспечивающее наиболее эффективное удаление вредных веществ естественным путем.
При необходимости размещения термического цеха в многоэтажном здании, допустимо только как исключение, термический цех должен быть расположен на верхнем этаже достаточной высоты.
При компоновке термического цеха в общем корпусе с другими цехами изготовителями (кузнечный, механический), цех следует располагать наиболее протяженной стороной вдоль наружной стены корпуса с целью улучшения операций. При этом согласно строительным нормам СН 245,64 не менее 60/стен здания должны быть свободными от застройки вспомогательным и дополнительным оборудованием.
Все элементы здания термического цеха относятся к категории Т по признаку пожароопасности и должны выполняться из несгораемых материалов, отвечающих І и ІІ ступеням огнеопасности.
Ширина пролетов равна 12, 18, 21, 30 и 36 м, устанавливается в зависимости от схемы размещения оборудования и требуемой ширины проездов.
В проектируемом цехе принимаются следующие сетки колонн 12 х 18, 12 х 24, для крановых зданий и 12 х 24, 12 х 30 для зданий оборудованных кранами. Пролеты 6, 9 и 12 метров. Высота пролета принимается в зависимости от условий работы.
Для термического участка, который характеризуется значительным избытком и не требует утепления покрытия, проектируем его из асбоцементных листов.
На участке применяем светоаэрационные фонари "П"-образного профиля.
Покрытие полов на участке используем не скользкое, и легко очищаемое от загрязнений.
Для монтажа и ремонта оборудования используется подвесное оборудование (кран балка), и транспортные устройства (кары, погрузчики).
Термические цеха характеризуются большим количеством инженерных коммуникаций, установка и монтаж которых затрудняет нормальное проведение технологического процесса и не удовлетворяет требованиям промышленной эстетики. Вопрос рационального размещения коммуникаций, вспомогательного оборудования и складских помещений может быть решен путем сооружения, туннелей подвала или технологического этажа.
Для определения геометрических параметров участка необходимо рассчитать его площадь.
Общая площадь участка по назначению делится на:
1) производственную;
2) вспомогательную;
3) контрольно-бытовую.
К производственно-бытовой площади относятся площади производства, на которых производится обработка изделий, а также площади для хранения изделий до и после термической обработки.
В состав вспомогательных площадей входят:
- участки контроля термической обработки;
- проезды для внутреннего транспортирования грузов;
- площади, занимаемые установками для приготовления газовых, искусственных атмосфер;
- мастерские механика и энергетика по ремонту оборудования;
- экспресс - лаборатории по анализу материалов и технологических параметров газовых сред.
К конторско-бытовым площадям относятся помещения контор участка.
Необходимые площади проектируемого участка рассчитываем по укрупненным показателям, используя справочные данные.
По данным таблиц норм производственной площади, удельная площадь на единицу оборудования составляет Sпр = 60 м2.
С учетом того, что цифра приведена для одной операции нагрева, для четырех печей производственная площадь составляет Sпр = 240 м2.
Допускаемые площади складируемых помещений устанавливаются из соотношения:
П = (Суточная программа) х (норма хранения) (Допустимая нагрузка) х (коэффициент использования)
где, П - потребная площадь, м2;
Сп ― суточная программа частное отделение годовой программы в тоннах на количество рабочих дней в году; норма хранения = 4; допустимая нагрузка (грузонапряженность) = 4; коэффициент использования площади = 0,25; (принимаются по данным таблицы).Для складских площадей до и после термической обработки получаем:
С учетом того, что проезды и проходы размещены по территории участка, а ширина проезда составляет 4 м, b = 4 м, и общая длина участка а = 81м, площадь занимаемая проездом составляет:
Sпроезд = а х b = 81 х 4 = 324 м2.
Полезная потребная площадь составляет:
Sпол = Sпр + Sскл + Sк + Sпроезд
Участок контроля термической обработки, расположен в общем потоке оборудования занимает площадь Sк = 20 м2.
Sпол = 240 + 344 + 20 + 324 = 928 м2.
Вспомогательная площадь составляет 25 ― 35% от величины производственной площади, принимаем: Sвсп = 0,3 х Sпол = 0,3 х 928 = 278,4 м2.Конторские помещения включают в себя индивидуальные комнаты работников участка и занимают площадь.
Sк-б = 75 м2.
Общая площадь составляет:
Sобщ = Sпол + Sвсп + Sк-б = 962 + 288,6 + 75 = 1325 м2.
ЗАКЛЮЧЕНИЕ
1) На основании анализа нагружения для изготовления зубчатых шестерен с требуемыми свойствами выбрана сталь 25ХГТ.
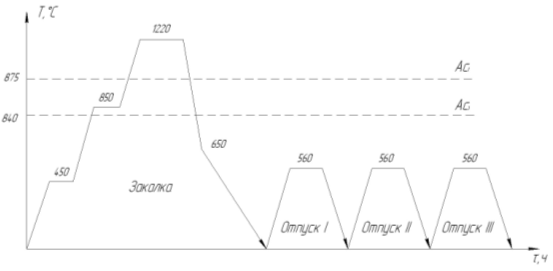
2) Разработана химико-термическая обработка включающая в себя:
- нитроцементация;
- непосредственная закалка;
- отпуск.
3) Для выполнения заданного технологического процесса выбрана для осуществления цементации и непосредственной закалки печь типа СШЦМ-6.12/10, а для отпуска печь СШО 6.12/7. Режим работы которых позволяет проводить с минимальными затратами термическую обработку деталей.
После проведения химико-термической обработки деталь должна иметь следующие параметры:
hcл = 1,0 мм;
НRС = 59-63;
Спроектирована печь СШЦМ-6.12/10, планировка участка, карта технологического процесса, маршрутная технология.
Таким образом, спроектирован проект участка химико-термической обработки зубчатого колеса коробки передач с раздаточной коробкой.
СПИСОК РЕКОМЕНДУЕМЫХ ИСТОЧНИКОВ
1. Специальные стали. Учебник для вузов. Гольдштейн М.И. - М.: Металлургия, 1985, 408 с.
2. Марочник сталей и сплавов. - М.: Металлургия, 1971.
3. Ю.М. Лахтин, Металловедение и термическая обработка металлов. - М.: Металлургия, 1983, - 783 с.
4. Попов А.А., Попова Л.Е. Справочник термиста. - М.: Металлургия, 1965.
5. М.Е. Блантер Теория термической обработки. - М.: Металлургия, 1984.
6. С.Л. Рустем Оборудование термических цехов. - М.: Металлургия: 1964.
7. Стародубов К.Ф. и др. Дипломное проектирование термических цехов. - Киев: Выща школа, 1974.
Приложене 1

Рис.1 – Прокаливаемость стали 18 ХГТ
ПРИЛОЖЕНИЕ 2

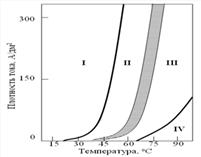
Рис. 2 - Диаграммы прокаливаемости цементованного (а) и нитроцементованного (б) слоя стали 25 ХГТ
ПРИЛОЖЕНИЕ 3

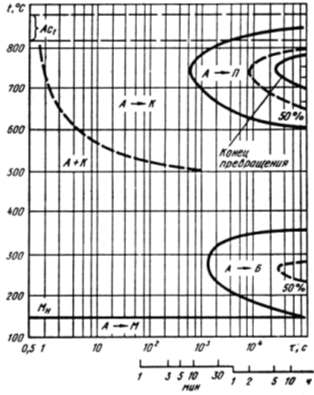
Рис. 3 - Прокаливаемость стали: 30 ХГТ С – образная диаграмма сталь 25 ХГТ
| поз | Обозначение | Наименование документа | Формат | Кол. | Прим. |
| ||||||||||||
| Документация |
| |||||||||||||||||
| МТ–31А 01.07 СБ | Сборочный чертеж |
| ||||||||||||||||
| Сборочные |
| |||||||||||||||||
| единицы |
| |||||||||||||||||
| 1 | МТ–31А 01.07 СБ 01 | Электропечь СШЦМ-6.12./9 | 3 |
| ||||||||||||||
| 2 | МТ–31А 01.07 СБ 02 | Электропечь СШО-6.12/9 | 1 |
| ||||||||||||||
| 3 | МТ–31А 01.07 СБ 03 | Закалочный бак | 1 |
| ||||||||||||||
| 4 | МТ–31А 01.07 СБ 04 | Промывной бак | 1 |
| ||||||||||||||
| 5 | МТ–31А 01.07 СБ 05 | Точильный станок | 1 |
| ||||||||||||||
| 6 | МТ–31А 01.07 СБ 06 | Щит управления | 5 |
| ||||||||||||||
| 7 | МТ–31А 01.07 СБ 07 | Трансформатор | 1 |
| ||||||||||||||
| 8 | МТ–31А 01.05 СБ 08 | Установка для приготовления эндогаза | 1 |
| ||||||||||||||
| 9 | МТ–31А 01.07 СБ 09 | Место складирования | 2 |
| ||||||||||||||
| 10 | МТ–31А 01.07 СБ 10 | Кран-балка | 1 |
| ||||||||||||||
| 11 | МТ–31А 01.07 СБ 11 | Микроскоп | 5 |
| ||||||||||||||
| 12 | МТ–31А 01.07 СБ 12 | Твердомеры |
| |||||||||||||||
| МТ-31А 01.07 |
| |||||||||||||||||
| ||||||||||||||||||
| ||||||||||||||||||
| № докум | Подпп. | Дата |
| |||||||||||||||
| Разраб. | Березуцкая | Ведомость проекта | Лист | Лист | Листов |
| ||||||||||||
| Проверил | Протасенко |
| ||||||||||||||||
| Н контр. | ||||||||||||||||||
Похожие работы
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... 5. Для низкого отпуска: ; ; п/ч; п/ч; ; ; ; ; . . Выбор приспособления Рис.23 Этажерка Выбор оборудования зависит от технологии термической обработки, применяемого оборудования, материалов и габаритов изделия. Так как приспособление испытывает постоянный перепад ...
... 3. РАСЧЕТ ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ 3.1 Технико-экономическое обоснование основного, дополнительного и вспомогательного оборудования Основным оборудованием термического отделения для термообработки холоднокатаного листа является агрегат непрерывного отжига. Печная часть агрегата включает многокамерную башенную печь отжига, установки и камеры ускоренного перестаривания и ...
0 комментариев