Навигация
Определение методов формообразования поверхностей
20431
знак
6
таблиц
15
изображений
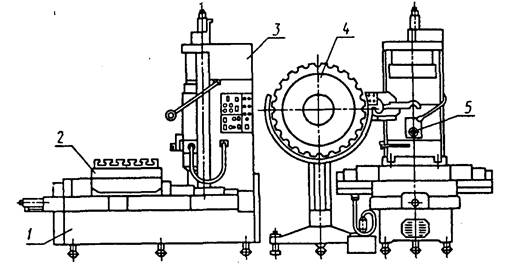
1.4 Определение методов формообразования поверхностей
Методы формообразования поверхностей рассмотрим на примере детали-представителя.
Предполагается все операции, кроме токарных выполнить на проектируемом станке.
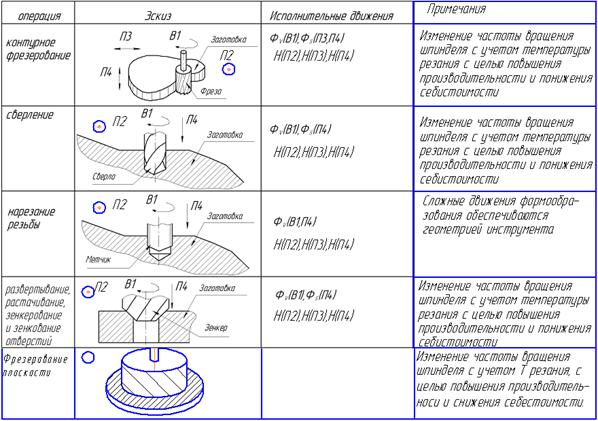
Наименования переходов, состав исполнительных движений, а также методы и схемы обработки поверхностей приведены в таблице 2.
Таблица 2
Основные схемы обработки и методы формообразования
2 Определение функциональных подсистем проектируемого
модуля и разработка его структуры
Станок должен обеспечивать более широкий диапазон частот с постоянной мощностью (постоянным моментом). В целом должен обеспечивать возможность работы на экономических скоростях резания для различных типов деталей, возможность быстрой переналадки в условиях гибкого производства.
Таблица 3
Подсистемы обеспечения параметров исполнительных движений и их особенностей
| Наименование подсистем 2 уровня | Подсистемы 3 уровня | |
| наименование | обозначение | |
| Обеспечения пуска и остановки (ПО) | пуск | П |
| бесступенчатое ускорение | УБ | |
| бесступенчатое торможение | ТБ | |
| остановка | О | |
| Обеспечения скорости движения (СД) | настройка скорости бесступенчатая | НБ |
| изменение скорости в процессе обработки | ИС | |
| стабилизация скорости | СТ | |
| Реверсирования движения (РД) | ПО | |
| выбор направления | ВН | |
| соответствия режимов с бесступенчатым изменением | РБ | |
| Обеспечения перемещения (ПМ) | ПО | |
| РД | ||
| СД | ||
| величины перемещения | ВП | |
Проектируемый мехатронный станок должен обеспечивать высокую точность переходов. Поэтому предлагается применить датчик температуры, чтобы контролировать изменение скорости резания в зависимости от изменения температуры резания. Для реализации работы подсистем НБ11 и СТ23 в целях повышения жесткости механической характеристики двигателя и точности регулирования применяется датчик скорости.
Интеллектуальная система с программно-адаптивным управлением ИС23. Разрабатываемый мехатронный станок будет иметь бесступенчатое регулирование ускорения (и торможения). Станок должен обеспечивать требуемые показатели качества, производительность обработки и требуемые параметры исполнительных движений. Для согласования скоростей и перемещений применим систему согласования параметров, определяющих скорость и величину перемещения (система СК 14). Для большей продолжительности работы резцов и предупреждения их преждевременного износа, а также для максимально возможной экономии энергии (продолжительность работы в станкочасах) станок должен обеспечивать во всех операциях работу на экономических скоростях резания.
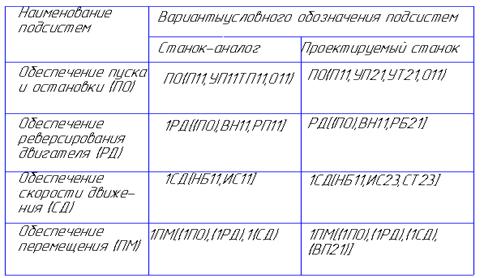
Таблица 4.
Сравнительная характеристика функциональных подсистем для проектируемого мехатронного станка и для станка – аналога
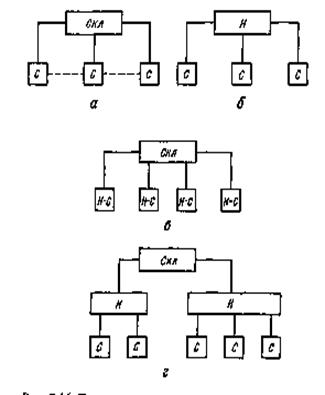
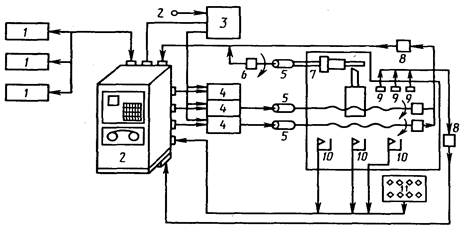
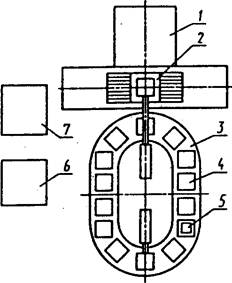
С учётом функциональных подсистем проектируемого модуля строим его блок-схему и структуру (Рис 2, Рис 3).
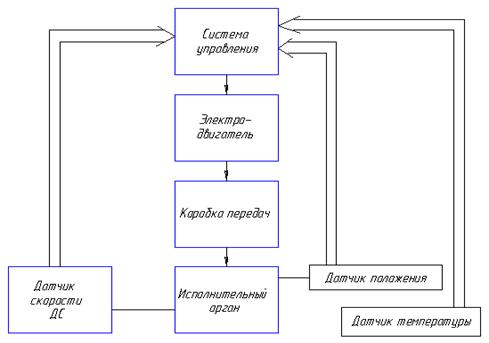
Рис 2. Блок-схема проектируемого модуля

Рис 3. Структура проектируемого модуля
3 Определение основных технологических характеристик модуля
3.1 Основные технологические условия использования проектируемого станка
3.1.1 Виды переходов
На проектируемом станке будут выполняться следующие виды переходов:
а) Контурное фрезерование
б) Фрезерование плоскости
в) Сверление
г) Нарезание резьбы
Характер обработки: предварительная и чистовая
Обрабатываемый материал: АК6.
3.1.2 Характерные сочетания технологических условий обработки (с учётом технологического процесса)
Сверление:
Максимальный диаметр обработки dmax=18 мм
Минимальный диаметр обработки dmin=4 мм
Фрезерование:
Максимальная ширина контакта dmax=40 мм
Нарезание резьбы:
Максимальный диаметр обработки dmax=16 мм
Минимальный диаметр обработки dmin=6 мм
Для нахождения предельных режимов резания необходимо определить максимальные и минимальные обороты шпинделя. Максимальные обороты получаются при использовании инструмента с наименьшим диаметром. Минимальные ─ при использовании инструмента с наибольшим диаметром. В качестве инструментов выбираем фрезу SANDVIK R252.44 ( тв. Сплав с покрытием) и метчик по ГОСТ 3266-81.
Похожие работы
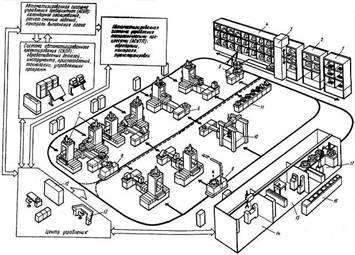
... элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля. Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному ...

... ограничения max давления в системе либо для подержания постоянного давления. Делят на: - предохранительные - переливные Коммуникационная часть и группа управления сигналами В станках с программным управлением, копировальными устройствами и электрогидравлическими сидящими системами, а так же в промышленных работах применяются дросселирующие распределители, гидроаппаратура с пропорциональным ...
... разметочных, контрольных и других операций по технологическому потоку. Выбор структуры (компоновки) ГПМ механообработки в общем виде производится с учетом анализа деталей, подлежащих механической обработке; действующего ТП; основного технологического оборудования с учетом возможности его автоматизации; организационных видов производств (серийность, партионность, межстаночное транспортирование); ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев