Навигация
Вспомогательное время [ 6 ]
33841
знак
8
таблиц
1
изображение
2. Вспомогательное время [ 6 ]
Твсп. = tпер. + tизм. + tвыв.,(1.7.7)
где Твсп. – вспомогательное время, мин.
tпер. – время, связанное с переходом, мин.
tизм.- время на контрольные измерения, мин.
tвыв., - время на вывод сверла, мин.
Подставляем значения, найденные по [ 7 ], в формулу 1.7.7.
Твсп. = 0,06 + 0,31 + 0,1 = 0,47 мин.
3. Штучное время [ 6 ]
Тобс. + Тол
![]() Тшт. = (Тосн. + Твсп.) * (1 + ) (1.7.8)
Тшт. = (Тосн. + Твсп.) * (1 + ) (1.7.8)
100%
где Тосн. – основное время, мин.
Твсп. – вспомогательное время, мин.
Тобс. - время на обслуживания рабочего места, мин.
Тол – время на отдых и личные надобности, мин.
Подставляем в формулу 1.7.8
4 + 4
![]() Тшт. = ( 0,66 + 0,47) * ( 1 + ) = 10,4 (мин.)
Тшт. = ( 0,66 + 0,47) * ( 1 + ) = 10,4 (мин.)
100%
4. Подготовительно – заключительное время [ 6 ]
Тпз. = 10,3 (мин.).
5. Штучное – калькуляционное время
Тшт.к. = Тшт. + Тпз. /n. (1.7.8)
где Тшт.к. - штучное – калькуляционное время, мин.
Тшт. - штучное время, мин.
Тпз. - подготовительно – заключительное время, мин.
n – количество деталей в партии.
Тшт.к. = 0,54 + 10,3/88 = 10,5 (мин.).
055 Шлифовальная
1. Основное время [ 7 ]
L
![]() Тосн. = * К . (1.7.10)
Тосн. = * К . (1.7.10)
n * S
где Тосн. – основное время, мин.
n - частота вращения изделия, об/мин.
S – подача, мм/об.
L – расчетная длина рабочего хода инструмента, мм.
К – коэффициент, учитывающий выхаживание и доводку.
Подставляем данные в формулу 1.7.10
17
![]() Тосн. = * 1,5 = 0,25 (мин).
Тосн. = * 1,5 = 0,25 (мин).
260 *0,4
2. Вспомогательное время [ 6 ]
Твсп. = tоп. + tизм.,(1.7.11)
где Твсп. – вспомогательное время, мин.
Tоп. – время, связанное с обработкой поверхности, мин.
tизм.- время на контрольные измерения, мин.
Подставляем значения, найденные по [ 7 ], в формулу 1.7.11
Твсп. = 0,8 + 0,11 = 0,91 мин.
3. Штучное время [ 6 ]
Тобс. + Тол
![]() Тшт. = (Тосн. + Твсп.) * (1 + ) (1.7.12)
Тшт. = (Тосн. + Твсп.) * (1 + ) (1.7.12)
100%
где Тосн. – основное время, мин.
Твсп. – вспомогательное время, мин.
Тобс. - время на обслуживания рабочего места, мин.
Тол – время на отдых и личные надобности, мин.
Подставляем в формулу 1.7.12
4 + 4
![]() Тшт. = ( 0,25 + 0,91) * ( 1 + ) = 1,16 (мин.)
Тшт. = ( 0,25 + 0,91) * ( 1 + ) = 1,16 (мин.)
100%
4. Подготовительно – заключительное время [ 6 ]
Тпз. = 10,5 (мин.).
5. Штучное – калькуляционное время
Тшт.к. = Тшт. + Тпз. /n. (1.7.13)
где Тшт.к. - штучное – калькуляционное время, мин.
Тшт. - штучное время, мин.
Тпз. - подготовительно – заключительное время, мин.
n – количество деталей в партии.
Тшт.к. = 1,16 + 10,5/88 = 1,28 (мин.).
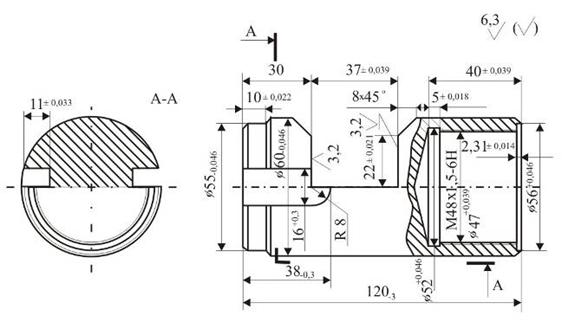
1.9. Разработка карты наладки на операцию № 025Наладка станка подразумевает подготовку оборудования и технологической оснастки выполнению операции. Для операции 025 выбран многорезцовый полуавтомат 1730.
В качестве настроечных размеров принимаем размеры, соответствующие середине поля допуска операционного размера.
![]()
где ![]() допуск на настроечный размер, мм
допуск на настроечный размер, мм
![]() допуск на операционный размер, мм
допуск на операционный размер, мм
Основанием расчета являются операционные размеры на данной операции.
Производим расчет настроечных размеров, результаты заносим в таблицу.
Таблица 1.9.1 – ведомость расчёта настроечных размеров
| № позиции на станке | Операционный размер на станке, мм | Пределы допуска на настроечный размер, мм | Принятый настроечный размер, мм |
| 1 | 229-1,15 | 0,115 – 0,23 | 228,4-0,172 |
| 2 | 156,7-0,16 Ø10-0,22 | 0,016 – 0,032 0,022 – 0,044 | 156,6-0,024 Ø9,9-0,033 |
| 3 | 194-0,115 Ø | 0,0115 – 0,023 0,0009 – 0,0018 | 193,9-0,172 Ø |
| 4 | 211,3-0,115 Ø | 0,0115 – 0,023 0,0008 – 0,0016 | 211,24-0,017 Ø5,996-0,0012 |
| 5 | 0,5 | 0,025 – 0,05 | 0,5 |
| 6 | Ø19,2-0,021 | 0,0021 – 0,0042 | Ø19,1-0,0031 |
| 7 | 0,5 | 0,025 – 0,05 | 0,5 |
2 ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОЙ СТАНОЧНОЙ ОСНАСТКИ
2.1 Исходные данные для проектирования станочного приспособления
Требуется разработать компоновку приспособления для фрезерования шпоночного паза в детали типа вал. Изготовление деталей происходит в условиях среднесерийного производства. Материал детали сталь 40Х, твёрдость 28…32 HRC.
Приспособление для вертикально-фрезерного станка модели 6Т104 на операцию 030 – фрезерование шпоночного паза.
Px=39.6Н, Мкр=0,8Н*м
2.2 Принципиальная схема станочного приспособленияПри фрезеровании шпоночного паза возможен вариант базирования по внешней цилиндрической поверхности и перпендикулярной к её оси плоскости.
Этот вариант базирования позволяет уменьшить возможные погрешности, совмещает конструкторские базы с технологическими и измерительными. Опорные точки 1,2,3,4 (двойная направляющая база) и 5(опорная база) реализуется с помощью двух призм, 6 (опорная база) реализуется с помощью прижимной планки. Это приспособление наиболее часто используется для фрезерования шпоночных пазов, отличается простотой конструкции, надёжностью и стабильностью работы.
Принципиальная схема станочного приспособления, реализующая схему базирования детали, представлена на рисунке 2,2,2
2.3 Расчет станочного приспособления
Для расчёта потребной силы закрепления Q представим расчетные схемы (рисунок 2,3,1). При этом следует отметить, что не требуется участия в расчете потребного усилия закрепления силы Pz . Предполагается, что упором, при базировании детали , будет служить торцовая поверхность призмы. В определении потребного усилия закрепления будут принимать участие осевая сила Px, крутящий момент Мкр, стремящийся повернуть деталь
Выберем призму с углом α=![]()
![]()
Уравнение равновесия для обеспечения неподвижности детали под действием силы Px запишется следующим образом (условие неотрывности):
![]()
где k-коэффициент запаса закрепления
f-коэффициент трения в местах контакта детали с призмой и прижимной планкой
Примем f=0,16
Значение коэффициента запаса закрепления определим как произведение первичных коэффициентов
![]()
![]() 1,5*1*1,7*1,2*1*1*1,5=4,6
1,5*1*1,7*1,2*1*1*1,5=4,6
![]()
Уравнение равновесия для обеспечения неизменности положения детали под действием крутящего момента запишется следующим образом (условие непроворачиваемости)
kM-Mтр.у.=![]() *f*sin
*f*sin![]() *p
*p
где М - крутящий момент создаваемый фрезой.
kM -![]() *f*sin
*f*sin![]() *p=0
*p=0
p=r*cos![]() =6.5*0.707=4.6 мм
=6.5*0.707=4.6 мм
4,6*0,8-![]() *0,16*0,707*4,6=0
*0,16*0,707*4,6=0
3,68-![]() *0.26=0
*0.26=0
![]() =14.2 Н
=14.2 Н
Сравнив полученный результат в первом и во втором случае убедимся, что ![]() , поэтому для обеспечения неизменности положения детали при обработке выбираем потребное усилие закрепления, т.е. Q=2603 Н.
, поэтому для обеспечения неизменности положения детали при обработке выбираем потребное усилие закрепления, т.е. Q=2603 Н.
Для расчета диаметра поршня пневмоцилиндра используем Q=2603 Н.
Для пневматических цилиндров двустороннего действия:
Q=0.785*D*p*![]()
где p=0,4 Мпа
![]() - коэффициент учитывающий потери от трения
- коэффициент учитывающий потери от трения
![]() =0,95
=0,95
Определяем стандартный диаметр пневматического цилиндра D=100мм. Диаметр штока d=25мм
Определим действительную силу пневмоцилиндра
![]()
3. ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОЙ КОНТРОЛЬНОЙ ОСНАСТКИ
3.1 Исходные данные
3.1.1 Операция , 55 «Шлифовальная».
1. Шлифовать наружный диаметр Æ19,2.
Оборудование: червячно –шлифовальный станок 5К881
2. Контрольное приспособление разработано на операцию 40 «Шлифование». Принципиальная схема приспособления представляет собой закрепление детали на оправке с установкой по наружной цилиндрической поверхности.
Данное контрольное приспособление является универсальным, легким в изготовлении, простым по конструкции и предназначено для контроля радиального биения наружного диаметра детали относительно базовой поверхности.
3. Расчет контрольного приспособления.
Расчет контрольного приспособления осуществляют на точность, при этом осуществляют суммарную погрешность измерения по формуле:
Dизм = 1/3 ´ Тк ;
где Тк – допуск на контролируемый размер, мм .
Т.е. Dизм = 1/3 ´ 0,03 = 0,01 мм .
Погрешность контрольного приспособления
d = Ödб + dп + dз + dм ,
где dб – погрешность базирования, мм;
расчет погрешности базирования проводим, исходя из максимального диаметра изготовления оправки и минимального базирующего диаметра:
Оправка Æ8 мм, вал Æ19,2 мм .
В таком случае имеем:
Оправка (max) Æ8,005 мм, (min) вал Æ19,2 мм
Погрешность базирования в таком случае будет равна
dб = 0,0025 мм ;
dп – погрешность передаточных устройств, мм;
dп = 1 – l1min/l2min = 1 – 12/13 = 0,002 мм ;
dм – погрешность показания прибора, мм;
Для индикатора многооборотного dп = 0,0025 мм
dз – погрешность закрепления, мм;
d = Ö 0,0025 + 0,002 + 0,0025 = 0,0025 мм
dпр = 0,0025 мм £ Dизм = 0,01 мм . Условие выполняется.
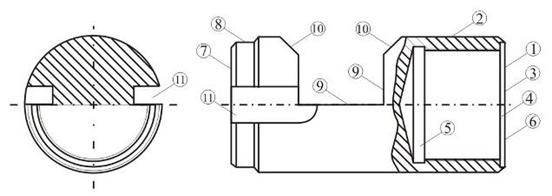
4. Описание конструкции и принципа работы.
Приспособление состоит из плиты- основания 7 с охватывающими. На плите посредством винтов 9 и гаек 10 крепятся стойка 4 и 11. Благодаря наличию охватывающих на основании, положение стоек регулируется в соответствии с габаритами контролируемого изделия. На стойках крепятся с натягом оправки 5 и 13. Для надежного крепления детали в оправке смонтирован пружинный механизм 12, позволяющий компенсировать зазор между деталью и оправкой, и исключает перекос детали, что влияет на погрешность измерения. На кронштейн 8 устанавливается стойка 1. Закрепление и фиксация стойки осуществляется при помощи винта 9. На стойке 1, посредством винта 6, устанавливается кронштейн 2, по которому осуществляется перемещение и фиксация индикатора 3.
Для снятия показаний с индикатора, т.е. для непосредственного контроля биения, необходимо повернуть деталь в оправке вокруг оси.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК ПО РАЗДЕЛУ
1. Каплунов Р.С. Точность контрольных приспособлений. – М.: Машиностроение, 1968.
2. Левенсон Е.М. Контрольно – измерительные приспособления в машиностроении. – М.: Машгиз,1960.
ВЫВОДЫ ПО ПРОЕКТУ
Согласно заданию на курсового проекта, спроектирован технологический процесс изготовления вала. Технологический процесс содержит 65 операций, на каждую из которых указаны режимы резания, нормы времени, оборудование и оснастка. Для сверлильной операции спроектировано специальное станочное приспособление, которое позволяет обеспечить необходимую точность изготовления детали, а также требуемое усилие зажима.
При проектировании технологического процесса изготовления вала разработана карта наладки на токарную операцию №30, которая позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
При выполнении проекта была составлена расчетно-пояснительная записка, в которой подробно описываются все необходимые расчеты. Также расчетно-пояснительная записка содержит приложения, в которые входят операционные карты, а также чертежи.
Похожие работы
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... детали 2.1.1 Выбор методов (операций) обработки, оборудования инструментов и приспособлений Намечая методы обработки, можно руководствоваться следующими общими принципами проектирования технологических процессов: 1.Необходимо выбирать наиболее прогрессивные способы обработки, ориентируясь на имеющееся оборудование. Например, плоская поверхность может быть получена фрезерованием, строганием, ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев