Навигация
Проектирование технологического процесса изготовления "Тяги"
24892
знака
8
таблиц
3
изображения
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО «Магнитогорский государственный университет
Кафедра общетехнических дисциплин
КУРСОВАЯ РАБОТА
"Проектирование технологического процесса изготовления "Тяги"
Магнитогорск 2009
Содержание
Введение
1. Исходная информация для проектирования технологических процессов изготовление деталей машин
1.1 Описание конструкции
1.2 Анализ исходной технологической информации
2. Проектирование технологического процесса механической обработки детали
2.1 Разработка маршрутной технологии обработки детали
2.2 Определение припусков на обработку детали
2.3 Выбор технологического оснащения
Заключение
Список литературы
Введение
Практика показывает, что гарантированное качество изготовления, обслуживания и капитального ремонта машин и аппаратов химического производств, бумагоделательного оборудования машин и механизмов лесозаготовительного оборудования, деревообрабатывающих станков, тяговых лесозаготовительных машин в решающей мере зависит от точности, класса чистоты и микрорельефа рабочих поверхностей базисных деталей. Эти параметры выдерживаются в заданных пределах лишь при том условии, что разработка технологического процесса на механическую обработку детали удовлетворяла требованиям надёжности, долговечности, точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности.
1. Исходная информация для проектирования технологических процессов изготовление деталей машин
1.1 Описание конструкции
1.1.1 Назначение детали
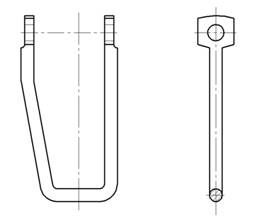
Тяга – это часть машины или сооружения, подверженная растягивающим нагрузкам. Обычно стержень круглого или прямоугольного сечения, а также уголкового, таврового или другого профиля.
1.1.2 Конструкция
Данная деталь изготавливается из горячекатаного проката (круг) диаметром 69 мм и общей длиной 126 мм. Данная деталь имеет 8 поверхностей, без учёта фасок:
Химический состав стали 45 (ГОСТ 1050–74), (см. табл. 1)
Таблица 1
| Углерод | Кремний | Марганец | Сера | Фосфор | Хром | Никель | Медь |
| 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | 0,04max | 0,035max | 0,25 | 0,3 | 0,3 |
Механические свойства стали 45 (1050–88), (см. табл. 2)
Таблица 2
| Предел текучести Н/мм2 кгс/мм2 | Временное сопротивление Н/мм2 кгс/мм2 | Относительное удлинение | Относительное сужение |
| % | |||
| 355 (36) | 600 (61) | 16 | 40 |
1.2 Анализ исходной технологической информации
1.2.1 Анализ точности изготовления детали и обоснование технического требованияТак как данная деталь является «тягой» полученная растачиванием заготовки из горячекатаного проката, на токарном станке по металлу, то все поверхности у заготовки обрабатываются.
У детали будет только одна поверхность с шероховатостью ![]() , остальные имеют шероховатость
, остальные имеют шероховатость ![]() .
.
· Данная конструкция детали является жесткой и виброустойчивой при обработки;
· На данной детали предусмотрены надежные технологические базы и места крепления;
· Имеется чёткое разграничение обрабатываемых поверхностей;
· Отверстие перпендикулярно к плоскости торцов;
· Отверстие глухое, но в нём предусмотрен запас длины на сбег резьбы, размещения метчиком;
· В отверстие под резьбу предусмотрена заходная фаска;
· На детали используется резьба диаметром;
· Деталь, на одной из стадии обработки, помимо, растачивания на токарном станке, так же прошла фрезерную расточку;
На основе проведенного анализа можно сделать вывод о технологичности данной детали «тяга».
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...

... подразделяют на виды и выполняют строго по определенной форме. К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия и содержат необходимые данные для организации производства. К графическим документам относят карты эскизов, к текстовым — маршрутную и комплектовочную карты, карту ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев