Стан для прокатки профиля
Оборудование стана и технология прокатки
Оборудование участков и технология резки, охлаждения и отделки готового проката
Способы прокатки и калибровки профиля
Методика расчета калибровки валков
Расчет калибровки валков
Методика расчета энергосиловых параметров прокатки
Расчет энергосиловых параметров прокатки
Навигация
Профиль для металлических конструкций
Профиль для металлических конструкций
68933
знака
7
таблиц
10
изображений
Содержание
Введение
1. Характеристика профиля
2. Стан для прокатки профиля
2.1 Нагревательные печи и технология нагрева
2.2 Оборудование стана и технология прокатки
2.3 Оборудование участков и технология резки, охлаждения
и отделки готового проката
3. Способы прокатки и калибровки профиля
4. Методика расчета калибровки валков
5. Расчет калибровки валков
6. Методика расчета энергосиловых параметров прокатки
7. Расчет энергосиловых параметров прокатки
Заключение
Список литературы
Введение
Металлургическая промышленность Казахстана является крупным сектором отечественной экономики. Основные горно-металлургические компании Казахстана, прежде всего Евразийская промышленная ассоциация, «Миттал Стил Темиртау» (Испат-Кармет), АО «Корпорация «Казахмыс», АО «Казцинк», представляют собой единый производственно-хозяйственный комплекс, имеющий в своем составе предприятия по добыче, обогащению и металлургической переработке, а также энерго- и тепловырабатывающие предприятия, развитую инфраструктуру, обеспечивающую финансовые, маркетинговые, сбытовые, внешнеэкономические, научно-исследовательские работы.
Стабилизация и рост объема производства в отрасли подтверждают оправданность действий правительства по переводу отрасли на рыночную систему и передаче собственности в частное управление, включающее инвестиции и менеджмент. Таким образом в стране сформировались крупные монопольные компании под иностранным управлением, которым нет альтернативы. По существу они являются законодателями в проведении инновационной и внешнеэкономической политики в отрасли.
Особенностью металлургической промышленности как инновационного объекта являются высокие капитале-, материале-, энергоемкость производств и продолжительность инвестиционного цикла.
Преимуществом металлургии Казахстана является наличие собственной минерально-сырьевой базы. Как известно, казахстанские руды, содержащие цветные металлы, являются комплексными, имеют сложный структурно-минералогический состав. Они включают широкий спектр редких и рассеянных элементов. В то же время структура, физические, химические и другие характеристики казахстанских руд при добыче, обогащении и металлургической переработке требуют индивидуальной технологии для каждого месторождения.
Следует подчеркнуть, что запасы минерального сырья в Казахстане действительно большие, но не всегда конкурентоспособные из-за малого содержания целевого металла, упорности руды, а также территориальных, транспортных и других ограничений [9].
Около 90% выплавляемой на металлургических заводах стали, поступает в прокатные цехи для изготовления сортовых изделий (круглой, квадратной, полосовой, угловой стали, балок, швеллеров и других профилей), листов, рельсов, труб и пр. В настоящее время большое внимание уделяется повышению качества проката, расширению его сортамента и экономии металла.
Для решения поставленных перед прокатным производством задач требуется дальнейшее усовершенствование технологического процесса прокатки и прокатного оборудования. Основой технологии сортопрокатного производства является деформация металла в валках с различными калибрами. Вопросы прокатки в калибрах составляют предмет отдельной дисциплины «Калибровка прокатных валков».
В задачу калибровки входит определение формы и размеров калибров, которые растачивают на валках для получения различных прокатных изделий. От того, насколько правильно выбрана калибровка валков, зависят размеры и качество поверхности получаемого готового профиля, который должен отвечать требованиям технических условий и ГОСТов.
При разработке калибровки валков необходимо учитывать особенности деформации металла в калибрах, с тем, чтобы избежать образования больших внутренних напряжений в прокатываемом металле и готовом профиле и обеспечить равномерный и минимальный износ калибров.
Калибровка должна удовлетворять требованиям механизации и автоматизации прокатного производства, способствовать улучшению условий труда, а также обеспечить высокую производительность прокатного стана при минимальном расходе энергии и равномерном распределении нагрузки по клетям [1].
1. Характеристика профиля
Одними из наиболее распространенных профилей, применяющихся при сооружении металлических конструкций, являются двутавровые балки (рис. 1.1). Двутавровые профили состоят из стенки (шейки) и двух полок (или четырех фланцев). Основной характеристикой профиля является номер, указывающий высоту балки в сантиметрах. Государственные стандарты предусматривают производство двутавров различного типа. Наиболее распространенными являются двутавровые балки общего назначения с уклоном внутренних граней фланцев до 12%, выпускаемые по ГОСТ 8239–72. Сортаментный ряд этих балок включает 23 профилеразмера от №10 до №60 с отношением высоты балки к ширине полки Н: В= 1,80 ÷ 3,15. Балки №10–18 поставляются длиной 5–19 м, а №20–70 – длиной 6–9 м. ГОСТ 8239–72 предусматривает одну и ту же величину допусков по высоте балок и ширине полок. Величина этих отклонений составляет для профилей: №10–14 ± 2 мм; №16–18 ± 2,5 мм; №20–30 ± 3 мм; №33–40 ± 3,5 мм; №45–70 ± 4 мм.
По толщине полки плюсовые отклонения не ограничиваются, минусовые допускаются до 6% средней толщины полки. Толщину полок контролируют по калибрам на валках при их расточке.
Отклонения по массе допускаются в пределах 3–5%. Контроль массы осуществляет завод изготовитель взвешиванием партии балок массой 20–60 т от каждых 400–500 т проката или взвешиванием кусков балок длиной не менее 300 мм, отбираемых при прокатке не реже, чем через каждые 100 прокатанных полос.
По требованию заказчика балки поставляют с уклоном наружной грани каждой полки не более 1,25%. ГОСТ 8239–72 предусматривает прокатку двутавровых балок высотой 100–700 мм (№10–70). Балки №18, 20, 22, 24, 27 и 30 имеют по два профиля. Для обозначения второго профиля рядом с номером балки ставят букву а. Указанные литерные профили отличаются от основных только увеличенной средней толщиной полок.
Балка №70 имеет три профиля: 70, 70а и 70б. Литерные профили балки 70 имеют увеличенные размеры полок и стенки. В результате увеличения размеров во всех литерных профилях увеличивается площадь поперечного сечения и масса [1].
Профиль двутавровой балки
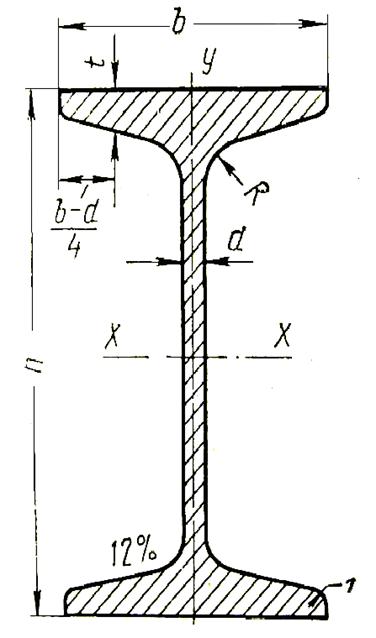
h – высота балки; b – ширина балки; d – толщина стенки;
t – средняя толщина полки; R и r – радиусы закруглений
Рис. 1.1
Похожие работы
... конструкциях металл следует применять лишь в тех случаях, когда замена его другими видами материалов (в первую очередь железобетоном) нерациональна. Транспортабельность. В связи с изготовлением металлических конструкций, как правило, на заводах с последующей перевозкой на место строительства в проекте должна быть предусмотрена возможность перевозки их целиком пли по частям (отправочными ...
... исходными материалами и продуктами производства, которые и создают основные предпосылки для проектирования промышленных зданий, которые идеально впишутся в своеобразные решения планировки территори, их застройки и архитектурно-пространственной композиции. ПРОИЗВОДСТВЕННЫЕ ЗДАНИЯ ИЗ ЛЕГКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ТИПА КАНСК Стальные рамные конструкции из прокатных широкополочных и сварных ...
... геометрией и пожарной нагрузкой с целью минимизации затрат на огнезащиту. Математическая модель расчета огнестойкости металлических строительных конструкций. Для определения температур внутри стенки металлических конструкций с нанесенным огнезащитным вспучивающимся покрытием решается уравнение теплопроводности: где ρ – плотность материала конс трукции; с – удельная теплоемкость материала ...
... , асбестоцементных, полимерных, рулонных кровельных и гидроизоляционных материалов и строительного стекла 2. Строительные конструкции Номенклатура показателей качества каменных и армокаменных, бетонных и железобетонных, металлических, асбестоцементных и деревянных конструкций 3. Инженерное оборудование зданий и сооружений Номенклатура показателей качества санитарно-технического ...
0 комментариев