Стан для прокатки профиля
Оборудование стана и технология прокатки
Оборудование участков и технология резки, охлаждения и отделки готового проката
Способы прокатки и калибровки профиля
Методика расчета калибровки валков
Расчет калибровки валков
Методика расчета энергосиловых параметров прокатки
Расчет энергосиловых параметров прокатки
Навигация
Оборудование стана и технология прокатки
Профиль для металлических конструкций
68933
знака
7
таблиц
10
изображений
2.2 Оборудование стана и технология прокатки
Стан расположен в две линии: первая состоит из одной обжимной клети 900, вторая – из трех клетей 800 (черновой, предчистовой и чистовой). Характеристика рабочих клетей и прокатных двигателей приведена в табл. 2.3.
Расстояние между правым путем трансзферкара камерных печей и обжимной клетью 31500 мм, между линиями стана 74000 мм, между чистовой линией и пилами 55000 мм.
От печей заготовки подаются к обжимной клети по подводящему рольгангу длиной 26400 мм, состоящему из роликов диаметром 400 мм, шагом 800 мм, со скоростью 2 м/сек.
Обжимная клеть 900 с передней и задней сторон оборудована рабочими рольгангами. Диаметр роликов 400 мм, длина бочки 2400 мм, шаг роликов 700 мм, число роликов 17, окружная скорость роликов 2 м/сек. Раскатные поля линии стана 800 также оборудованы рольгангами.
У обжимной клети стана с передней и задней сторон установлены манипуляторные линейки длиной 6870 мм, приводимые каждая от двух двигателей мощностью 75 квт. На правой передней и задней линейках установлены кантователи крюкового типа с двигателем мощностью 43,5 квт.
С передней и задней сторон черновой и предчистовой клетей трио установлены подъемно-качающиеся столы. Рольганги столов состоят из девяти роликов диаметром 350 мм. Скорость движения 2,5 м/сек. Стол может делать 15 качаний в минуту и приводится от двигателя мощностью 64 квт. Величина подъема стола 850 мм. На каждом столе установлены два гидравлических манипулятора и один кантователь. Скорость передвижения линеек 0,5 м/сек, наибольший ход линеек 1600 мм. Привод манипулятора и кантователя осуществляется водой, поступающей под давлением 40–50 ат. Перед клетью дуо установлен один механический кантователь с электро-двигателем.
Клети стана 800 оборудованы шлепперами для передачи полос из черновой клети в предчистовую и из предчистовой в чистовую.
Обжимная клеть оборудована электрическими нажимными устройствами и пружинным уравновешивающим устройством. Максимальный подъем верхнего валка 860 мм. Привод нажимных винтов от двух электродвигателей мощностью по 70 квт.
Клети линии 800 оборудованы ручными нажимными устройствами и пружинными уравновешивающими.
На рис. 2.2 приведены принципиальные схемы прокатки некоторых профилей, а в табл. 2.4 дана характеристика прокатных валков. Смену валков в обжимной клети осуществляют при помощи специального механизма и крана, на линии 800 заменяют целые клети. Становый пролет обслуживается пятью кранами грузоподъемностью 15, 15/13, 100/20, 50/10 и 20/5 г. На стане используют арматуру скольжения.
Валки охлаждаются водой, поступающей под давлением 2,5–3 ат. Рифление валков не применяют.
Клети стана относительно жесткие, пружина валков изменяется в пределах 0,5 – 1,5 мм, что позволяет осуществлять прокатку по минусовым допускам.
Таблица 2.4. Характеристика прокатных валков стана 800 НТМК
| Клеть | Размеры валков, мм | Материал валков | Средняя окружная скорость валков, м/сек | ||
| Номинальный средний диаметр | Минимальный средний диаметр | Длина бочки | |||
| Обжимная 800……………... Черновая 800………………. Предчистова 800 ………….. Чистовая 800 дуо ………….. Чистовая универсальная: горизонтальная…………….. вертикальная……………….. | 1010 850 850 850 980 700 | - 700 700 700 - - | 2300 1900 1900 1100 - - | Сталь марки 50ХН Сталь марки 60ХН или полутвердый чугун Сталь марки 60ХН Полутвердый чугун | - 4,3 4,3 5,0 5,0 |
Окалина из-под всех механизмов удаляется водой в отстойник. Система смазки основных узлов централизованная.
Температура конца – прокатки в обжимной клети должна быть не ниже 1000 °С для квадратной стали, 1050 °С для рельсов, 1100–1150 °С для остальных профилей. Температура начала прокатки на линии 800 должна быть не. ниже 1020 °С, конца прокатки 800–900 °С.
Схемы прокатки некоторых профилей на стане 800 НТМК
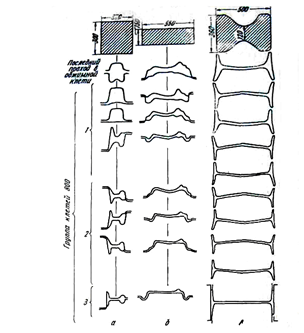
а – рельс типа Р-50; б – сталь для автообода колеса автомобиля МАЗ-502; в-балка №55
Похожие работы
... конструкциях металл следует применять лишь в тех случаях, когда замена его другими видами материалов (в первую очередь железобетоном) нерациональна. Транспортабельность. В связи с изготовлением металлических конструкций, как правило, на заводах с последующей перевозкой на место строительства в проекте должна быть предусмотрена возможность перевозки их целиком пли по частям (отправочными ...
... исходными материалами и продуктами производства, которые и создают основные предпосылки для проектирования промышленных зданий, которые идеально впишутся в своеобразные решения планировки территори, их застройки и архитектурно-пространственной композиции. ПРОИЗВОДСТВЕННЫЕ ЗДАНИЯ ИЗ ЛЕГКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ТИПА КАНСК Стальные рамные конструкции из прокатных широкополочных и сварных ...
... геометрией и пожарной нагрузкой с целью минимизации затрат на огнезащиту. Математическая модель расчета огнестойкости металлических строительных конструкций. Для определения температур внутри стенки металлических конструкций с нанесенным огнезащитным вспучивающимся покрытием решается уравнение теплопроводности: где ρ – плотность материала конс трукции; с – удельная теплоемкость материала ...
... , асбестоцементных, полимерных, рулонных кровельных и гидроизоляционных материалов и строительного стекла 2. Строительные конструкции Номенклатура показателей качества каменных и армокаменных, бетонных и железобетонных, металлических, асбестоцементных и деревянных конструкций 3. Инженерное оборудование зданий и сооружений Номенклатура показателей качества санитарно-технического ...
0 комментариев