Навигация
Процедура изготовления конического зубчатого колеса
25525
знаков
4
таблицы
4
изображения
Процедура изготовления конического зубчатого колеса
Размеры, мм

| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| 005 | Отрезать заготовку | Абразивно-отрезной 8Б262 | Тиски |
| 010 | Кузнечная | ||
| 015 | Термическая обработка | ||
| 020 | Подрезать торцы Æ 60 Æ 32 Н 7 и Æ 87.66/ Æ 66 предварительно. Точить поверхность Æ 60 предварительно. Сверлить, зенкеровать, развернуть отверстие Æ 32 Н 7 предварительно. Расточить и точить фаски. | Токарный полуавтомат с ЧПУ КТ141 | Трех кулачковый патрон |
| 025 | Подрезать торец Æ 87,66/ Æ 32 Н 7. Точить поверхность Æ 87,66 предварительно. | Токарный полуавтомат с ЧПУ КТ141 | Трех кулачковы й патрон |
| 030 | Протянуть шпоночный паз В= 10 j s 9 окончательно. | Горизонтально-протяжной 7512 | Жесткая опора |
| 035 | Опилить заусенцы на шпоночном пазе | Вибробункер | |
| 040 | Подрезать торец Æ 60/ Æ 32 Н 7 предварительно, торец Æ 87,66/ Æ 60 и точить поверхность Æ 60, Æ 87,66 окончательно. | Токарный полуавтомат с ЧПУ КТ141 | Трёхкулачковый патрон |
| 045 | Подрезать торец Æ 87,66/ Æ 32 Н 7 предварительно | Токарный с ПУ КТ141 | Трёхкулачковый патрон. |
| 050 | Контроль | ||
| 055 | Строгать 35 зубьев (m= 2,5) под шлифование | Зубострогальный 5Т23В | Оправка |
| 060 | Зачистить заусеницы на зубьях | Вибробункер | |
| 065 | Шлифовать торец Æ 60/ Æ 32 Н 7 окончательно и отверстие Æ 32 Н 7 окончательно | Внутришлифовальный | Трёхкулачковый патрон |
| 070 | Шлифовать торец Æ 87,66/ Æ 32 Н 7 окончательно | Плоскошлифовальный 3Б740 | Магнитный стол |
| 075 | Шлифовать 35 зубьев (m =2,5) окончательно | Зубошлифовальный 58П70В | Оправка |
| 080 | Промыть деталь | Моечная машина | |
| 085 | Технический контроль | ||
| 090 | Нанесение антикоррозионного покрытия |
Содержание работы
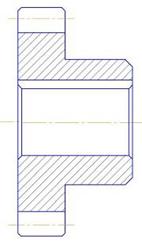
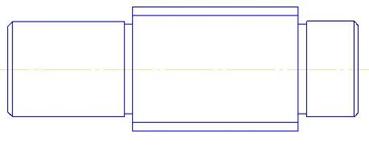
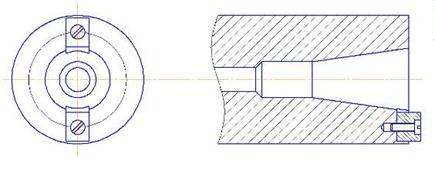
Деталь: коническое зубчатое колесо
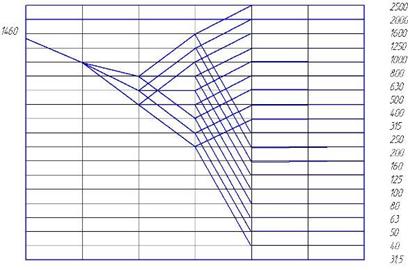
Выбрать и обосновать способ получения заготовки. Определить припуски и допуски на механическую обработку, выбрать чертеж заготовки с указанием размеров и предельных отклонений.
Определить последовательность технологических операции и их содержание (план механической обработки с указанием эскизов установок, наименований операций и переходов)
Выбрать станочные приспособления и станки для всех операций.
Выбрать технологические базы и способы установки заготовки на станке.
Выбрать для трех операций режущий инструмент с маркой инструментального материала, геометрию параметров (угол заточки), привести расчёт режимов резания для трёх операций (токарная, сверлильная, протягивание).
Спроектировать и выполнить чертеж приспособления для металлорежущего станка.
Оформить спроектированный технологический процесс в виде маршрутных карт и трех операционных карт для операций указанных в п.5.
Составить пояснительную записку, отразив вопросы:
а) содержание задания;
б) выбор способа получения заготовки и определение её припусков и допусков;
в) расчёт режима резания согласно п. 5.
г) выбор режущего инструмента и проектирование одного из них;
д) выбор приспособлений и проектирование одного из них;
е) список литературы.
Введение
Технологическая подготовка является частью производственного процесса - её задачей является разработка технологических процессов и обеспечение технологичности конструкции изделия. Разработка технологического процесса подразумевает процедуры анализа исходных данных, выбора заготовки, технических баз, составления маршрута обработки, разработки переходов, выбор оборудования и инструментов, определение режима резания и т.д.
Цель разработки технологического процесса - выбор наиболее эффективных методов и средств изготовления детали.
Деталь: Коническое зубчатое колесо
Изготовлено из стали Ст 45 (ГОСТ 1050-74)
s в
Похожие работы




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...

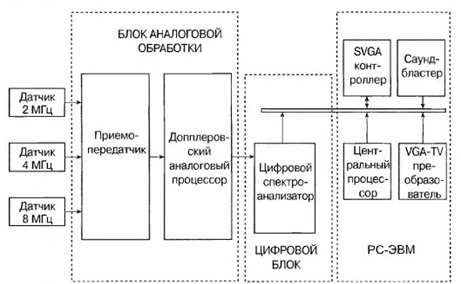
... в корпусе датчика (9). С задней стороны корпуса прикручивается крышка (10) с разъемом (11) SKINTOP MS, через который проходит сигнальный кабель (12) для соединения датчика с прибором для измерения скорости кровотока. Для уменьшения потери энергии ультразвукового колебания при излучении в исследуемую среду используется промежуточная среда, заполненная акустически прозрачной жидкостью (13), в ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
0 комментариев