Навигация
Определяем длину сверла по ГОСТу находим
25525
знаков
4
таблицы
4
изображения
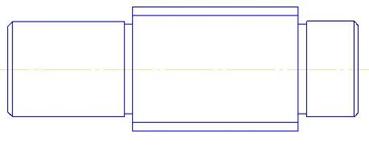
5.5 Определяем длину сверла по ГОСТу находим
L = 395 мм
l = 275 мм
5.6 Определяем геометрические и конструктивные параметры рабочей части сверла;
Форма заточки - ДП (двойная с подточкой перемычки),
Угол наклона винтовой канавки ![]()
![]() - угол между режущими кромками
- угол между режущими кромками
![]() - задний угол
- задний угол
![]() - угол наклона поперечной кромки.
- угол наклона поперечной кромки.
Шаг винтовой канавки
![]() мм;
мм;
Толщина ![]() - сердцевина сверла выбирается в зависимости от диаметра сверла;
- сердцевина сверла выбирается в зависимости от диаметра сверла;
![]() мм;
мм;
Утолщение сердцевины по направлению хвоставику 0.5 - 0.8 мм на 100 мм длины рабочей части:
![]() мм;
мм;
ширина ленточки (вспомогательная задняя поверхность лезвия ![]() , выбираем по таблице в зависимости от диаметра сверла
, выбираем по таблице в зависимости от диаметра сверла ![]() мм;
мм;
5.7 Предварительное отклонения размеров конуса хвостовика устанавливаем по ГОСТ 2848-75. Радиальное биение рабочей части сверла относительно оси хвостовика не должно превышать 0.15 мм; Углы ![]() ;
;
Угол наклона винтовой канавки ![]() ; Предельные отклонения размеров подточки перемычки режущей части сверла + 0.5 мм;
; Предельные отклонения размеров подточки перемычки режущей части сверла + 0.5 мм;
Твёрдость рабочей части сверла ![]() ;
;
(Приложение) Операционная карта сверлильная, Маршрутная карта.
Выбор станочного приспособления для зубофрезерования
Станочные приспособления - это положительные устройства к станкам, позволяющие достаточно точно устанавливать и закреплять заготовки деталей при их обработке.
При необходимости станочные приспособления обеспечивают направления режущего инструмента и периодический поворот заготовки в процессе обработки.
Станочные приспособления обеспечивают правильное взаимное расположение заготовки, стола и инструмента, расширяют технологические возможности станков. Они повышают точность обработки, производительность и экономическую эффективность, облегчают условия труда рабочих. По группам оснащаемых станков, приспособления подразделяются на токарные, фрезерные, сверлильные (кондукторы), шлифовальные и т.д..
По количеству устанавливаемых деталей: одноместные и многоместные.
По степени универсальности (специализации) приспособления подразделяются на:
- универсальные безналадочные (УБП) и универсально наладочные приспособления (УНП);
- специализированные безналадочные (СБН) и наладочные приспособления (СНП);
- специализированные приспособления: универсальные сборные (УСП); сборноразборные (СРП) и необратимые специальные (НСП).
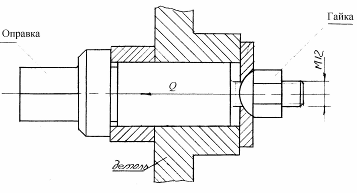
Для установки и закрепления установок, обрабатываемых на зубофрезерных, зубодолбёжных, зубошевенговых и зубошлифовальных станках, применяются разнообразные оправки, обеспечивающие высокую степень базирования. Для точного центрирования применяют оправку с упругой оболочкой - с гидропластом, жесткие для посадки заготовок с небольшим зазором. Заготовку закрепляют ручным зажимом или используют приспособление с пневматическим, гидравлическим приводом.
На точность зубообработки непосредственно влияет точность центрований приспособлений, ось которых должны совпадать с осью вращения стола.
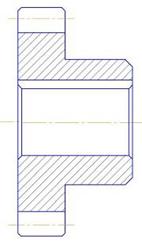
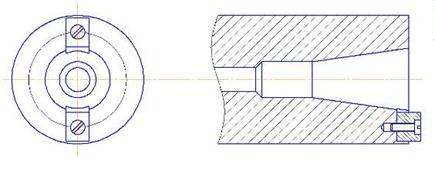
В качестве приспособления для зубофрезирования выбираем оправку зубчатую центровую по ГОСТ 18438-73; обозначение 7150-0421
Расчёт усиления зажима
Для винтового зажима
![]() ;
;
где F = 200 Н на усилие на ключе;
l - длина плеча ключа; l = 150 мм;
![]() - средний диаметр резьбы;
- средний диаметр резьбы; ![]() = 10.98 мм;
= 10.98 мм;
a - угол подвига резьбы; ![]() ;
;
![]() - угол трения резьбовой пары;
- угол трения резьбовой пары; ![]() ;
;
![]() - половина угла профиля резьбы
- половина угла профиля резьбы
![]() кг-с;
кг-с;
(Приложение) Чертёж оправка зубчатоя центровая.
Похожие работы




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...

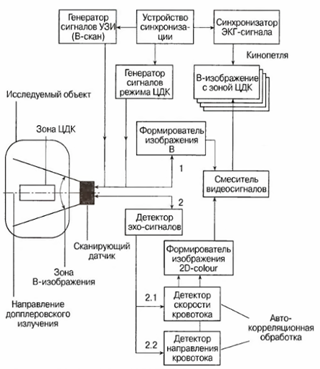
... в корпусе датчика (9). С задней стороны корпуса прикручивается крышка (10) с разъемом (11) SKINTOP MS, через который проходит сигнальный кабель (12) для соединения датчика с прибором для измерения скорости кровотока. Для уменьшения потери энергии ультразвукового колебания при излучении в исследуемую среду используется промежуточная среда, заполненная акустически прозрачной жидкостью (13), в ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
0 комментариев