Навигация
2.2 Описание циклограммы
Циклограмма – это графическое отображение взаимодействия технологического, вспомогательного и транспортного оборудования в пределах ГАУ. Циклограмма также позволяет определить состояние всех элементов ГАУ в определенный момент времени.
Рассмотрим построение циклограммы, описывающей момент времени обработки детали, начиная с ее поступления в накопительный стол шлицешлифовальных станков.
Заготовки находятся в устройстве – накопителе. Наличие заготовки фиксируется датчиком S114. Происходит включение привода гл. движения робота (S105). По достижении заданной позиции срабатывает датчик поворота S106. Происходит выдвижение руки робота (S109). Проверяется наличие заготовки в захватном устройстве (S113), зажим заготовки захватным устройством (S111), задвижение руки робота (S110). Затем робот перемещает заготовку к шлицешлифовальному станку в позицию 2 (S107). Рука робота выдвигается (S109). Проверяется наличие заготовки в патроне (S115). Патрон станка производит зажим (S116), а захватное устройство робота разжим (S112), задвигается рука робота (S110). Включается шпиндель станка (S118), а робот поворачивается к накопительному столу в позицию 1 (S106). Происходит выдвижение руки робота (S109). Проверяется наличие заготовки в захватном устройстве (S113), зажим заготовки захватным устройством (S111), задвижение руки робота (S110). Затем робот перемещает заготовку к шлицешлифовальному станку в позицию 3 (S108). Рука робота выдвигается (S109). Проверяется наличие заготовки в патроне станка (S119). Патрон станка производит зажим (S120), а захватное устройство робота разжим (S112), задвигается рука робота (S110). Включается шпиндель станка (S122), а робот поворачивается в позицию 2 (S107). После технологической обработки детали на первом шлицешлифовальном станке происходит отключение шпинделя. Рука робота выдвигается (S109), проверяется наличие готовой детали в захватном устройстве (S113), зажимается деталь (S111), происходит разжим патрона станка (S117). Рука робота задвигается (S110). Робот поворачивается в поз.1 (S106), рука робота выдвигается (S109) и происходит разжим детали захватным устройством (S112). Рука робота задвигается (S110). Робот поворачивается в поз.3 (S108). После технологической обработки детали на втором шлицешлифовальном станке происходит отключение шпинделя. Рука робота выдвигается (S109), проверяется наличие готовой детали в захватном устройстве (S113), зажимается деталь (S111), происходит разжим патрона станка (S121). Рука робота задвигается (S110). Робот поворачивается в поз.1 (S106), рука робота выдвигается (S109) и происходит разжим детали захватным устройством (S112). Рука робота задвигается (S110).
На основе циклограммы при знании времени срабатывании датчиков, времени автоматической обработки на станках и продолжительности всех действий (зажим патрона, перемещения робота и др.) составляется программа для перемещений робота.
3. Разработка наладки
Для обработки конкретной поверхности детали необходимо определить, каким образом будет перемещаться инструмент. Для этого определяется траектория его движения, включающая рабочие ходы, сопровождающиеся снятием слоя металла, и холостые ходы.
Рабочие ходы движения инструмента определяют контур детали, геометрическую точность получаемой поверхности (размер, шероховатость). Холостые ходы характеризуются быстрым перемещением инструмента с точным позиционированием в заданной точке.
Траектория движения инструмента в станках с ЧПУ задается с помощью специальных кодов(функций), записываемых в управляющую программу в определенной последовательности.
Также в программе задается система координат, в которой описывается перемещение инструмента. С помощью специальных кодов можно управлять также и вспомогательными операциями (подача СОЖ, смена инструмента).
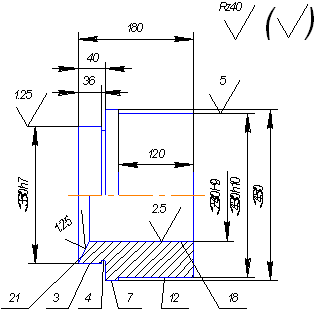
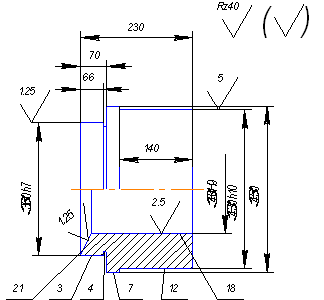
При написании программы для станка с ЧПУ необходимо иметь перед собой эскиз того участка детали, где происходит обработка с указанием систем координат станка, приспособления, инструмента, холостых и рабочих ходов инструмента. При проектировании наладки необходимо выбирать рабочие и холостые ходы таким образом, чтобы время на их совершение было минимальным, и происходила обработка с заданной точностью и шероховатостью.
Выбор систем координат детали и инструмента осуществляют из удобства программирования.
Начало системы координат токарного станка находится в точке пересечения оси шпинделя с плоскостью, проходящей через правый торец шпинделя. Системы координат детали выбираются по той поверхности, относительно которой задается большое количество размеров, т.к. пересчеты дают дополнительные погрешности. При переустановке детали начало системы координат детали относительно детали не меняется. При написании программы для токарного станка работа идет в системе координат ХОZ. Все размеры задаются по оси Х в диаметрах. Применение различных инструментов учитывается с помощью коррекции.
Для станков с ЧПУ существует большое количество функций. Последовательность записи в кадре:
1. номер кадра (Nxx)
2. подготовительная функция (Gxx)
3. размерные перемещения (Xnn, Ynn, Znn)
4. подача, скорость (Fnn, Snn)
5. вспомогательная функция (Mxx)
Таблица 15
Наиболее часто используемые функции при программировании
| Функция | Назначение |
| G00 | Быстрое перемещение в нач. точку |
| G01 | Линейная интерполяция |
| G02/G03 | Круговая интерполяция по часовой стрелке/против ч.с. |
| G17/G18/G19 | Выбор плоскости XOY/XOZ/YOZ |
| G33 | Нарезание резьбы с пост. шагом |
| G40 | Отмена коррекции |
| G41/G42 | Инструм. подходит слева/справа относительно заготовки |
| G43/G44 | Коррекция инструмента полож./отриц. |
| G60 | Точное позиционирование |
| G81/G82 | Сверление без задержки/с задержкой в конце |
| G90/G91 | Абсолютная/относительная сист. коорд. детали |
| G92 | Переход из сист. коорд. станка в сист. коорд. детали |
| G94/G95 | Подача в (мм/мин)/(мм/об) |
| G96/G97 | Скорость в (м/мин)/(об/мин) |
| Вспомогательные функции | |
| M02 | Конец программы |
| M03/M04 | Вращение шпинделя по часовой стрелке/против ч.с. |
| M05 | Останов шпинделя |
Для сокращения объема программы использована возможность создания подпрограмм.
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
0 комментариев