Навигация
Разработка привода крана-штабелера
39558
знаков
21
таблица
2
изображения
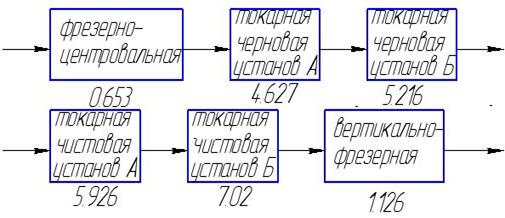
4. Разработка привода крана-штабелера
Кран-штабелер С4225 предназначен для выполнения в автоматическом режиме транспортных и погрузочно-разгрузочных операций. Кран-штабелер используют в автоматизированных транспортно-складских подсистемах, обслуживающих определенные группы станков и другого технологического оборудования в составе гибких производственных систем в машиностроении. Принцип работы крана очень прост: кран перемещается по рельсам с помощью электродвигателя, торможение осуществляется с помощью ленточного и колодочного тормозов, а растормаживание выполняется электромагнитами. Грузозахват и разгрузка осуществляется с помощью подъемного стола, на котором расположен грузозахватный механизм.
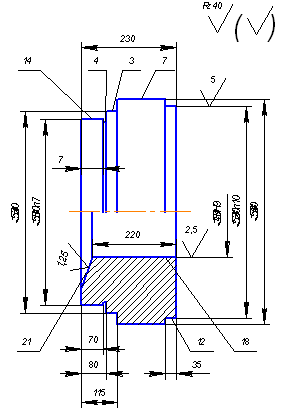
4.1 Расчет привода выбранного крана-штабелераКран-штабелер изображен на листе 1412.07.00.00.04.
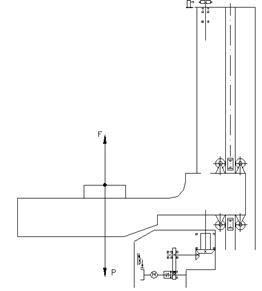
Рис.1
На рис.1 показано, что действуют две силы, где исходными данными являются масса груза 35 кг, скорость подъёма 0.075 м/с, масса стола, на котором размещается палета 25 кг. Также есть постоянные – это скорость свободного падения равная 9,8 м/с2, а ускорение вычисляется по следующей формуле:
![]() (11)
(11)
Для того чтобы рассчитать привод, следует определить силу Ft:
![]() (12)
(12)
где масса – это сумма подымаемого груза и самого стола.
Зная силу и скорость перемещения стола, то можно определить потребляемую мощность привода:
![]() (13)
(13)
Тогда требуема мощность электродвигателя:
![]() (14)
(14)
где ![]() – общее КПД привода
– общее КПД привода
![]() (15)
(15)
![]() – КПД муфты,
– КПД муфты, ![]() – КПД пары подшипников,
– КПД пары подшипников, ![]() – КПД косозубых цилиндрических колес,
– КПД косозубых цилиндрических колес, ![]() – КПД конических колес,
– КПД конических колес, ![]() – КПД опоры.
– КПД опоры.
Частота вращения приводного вала:
![]() (16)
(16)
где D – диаметр вала (на которой расположена винтовая передача).
Находим требуемую частоту вращения вала электродвигателя:
![]() (17)
(17)
где Uт – это тихоходная передача (цилиндрические колеса) и Uб – это быстроходная передача (конические колеса).
По табл. 24.9 (по списку литературы [8]) выбираем электродвигатель соответствующий ![]() и
и ![]() : АИР85В8 ТУ 16-525.564-84 параметры, которого приведены в скобках (Р=0,6 кВт; nсинхр.=1500 мин-1; nном=955мин-1).
: АИР85В8 ТУ 16-525.564-84 параметры, которого приведены в скобках (Р=0,6 кВт; nсинхр.=1500 мин-1; nном=955мин-1).
Определяем общее передаточное число привода:
![]() (18)
(18)
Определяем передаточные числа быстроходной и тихоходной передачи:
![]() (19)
(19)
![]() (20)
(20)
Uт=Uобщ
Частота вращения вала колеса тихоходной ступени:
![]() (21)
(21)
Частота вращения вала шестерни тихоходной ступени:
![]() (22)
(22)
Частота вращения вала шестерни быстроходной ступени:
![]() (23)
(23)
Вращающийся момент на приводном валу:
![]() (24)
(24)
Момент на валу колеса тихоходной ступени:
![]() (25)
(25)
Вращающийся момент на валу шестерни тихоходной ступени:
![]() (26)
(26)
Момент на валу шестерни быстроходной ступени:
![]() (27)
(27)
Заключение
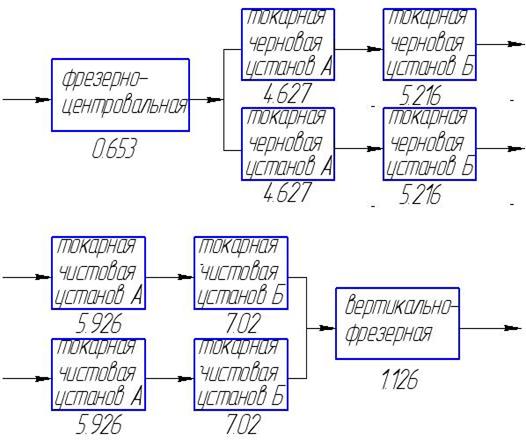
В результате проведенной работы разработала ГПМ по механообработке детали вал, состоящий из шести токарно-фрезерных центров, одного круглошлифовального станка и двух шлицешлифовальных станков. Данный ГПМ способен быстро переналаживаться без вмешательства человека на выпуск новой продукции. Транспортировка обрабатываемых деталей производится с помощью АТСС, включающая в два себя автоматизированных склада стеллажного типа, кран-штабелёр, транспортный робот, 8 промышленных робота. Таким образом, эта система представляет собой гибкий производственный модуль по обработке деталей типа «Вал» при их патронном закреплении.
На технологическом и вспомогательном оборудованиях установлены датчики, позволяющие определить состояние системы в определенный момент времени. Выбор датчиков произведен в соответствии с видом установленного оборудования, типом приводов механизмов рабочих органов и в соответствии требованиями эксплуатации оборудования.
В заключительной части работы произвела расчет привода крана-штабелёра.
Список используемой литературы
1. Справочник технолога машиностроителя в двух томах. Под ред. Косилова А.Г., Мещерекова. М.: «Машиностроение» 1981.
2. Таблицы с режимами резания.
3. Справочник технолога-машиностроителя. Под ред. Анурьева В.И.: В 3-х томах. М.: «Машиностроение» 1992.
4. Промышленные роботы в машиностроении. Альбом схем и чертежей. Под ред. Соломенцева Ю.М., М.: «Машиностроение» 1987.
5. РТК и ГПС в машиностроении. Альбом схем и чертежей. Под ред. Соломенцева Ю.М., М.: «Машиностроение» 1989.
6. Пуховский Е.С. Технологические основы ГАП. Киев «Выща школа» 1989.
7. Современные промышленные роботы. Каталог. Под ред. Ю.Г. Козырева и Я.А. Шифрина. М.: «Машиностроение» 1984
8. Промышленные роботы. Справочник. Козырев Ю.Г. М.: «Машиностроение» 1983.
9. Станки с программным управлением и промышленные роботы. С.Е. Локтева. М.: «Машиностроение» 1986.
10. Программирование на станках с ЧПУ. Гжиров Е.К.
11. Курсовое проектирование деталей машин. Шейнблит А.Е. М.: «Высшая школа» 1991.
12. Схваты промышленных роботов Черепанов И.Б. Колпашников С.Н. М.: «Машиностроение» 1989.
13. Конструирование узлов и деталей машин. П.Ф. Дунаев и О.П. Леликов, Высшая школа, Москва, 2000г.
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
0 комментариев