Навигация
Синтез вариантов компоновок АЛ обеспечивающих заданную производительность
25905
знаков
5
таблиц
5
изображений
2.1 Синтез вариантов компоновок АЛ обеспечивающих заданную производительность
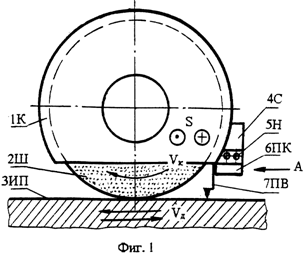
Если не менять техпроцесс, а просто базовое оборудование объединить в линию (здесь число позиций q=2) (рис.1), то можно повысить производительность:
 шт/см.
шт/см.

Рисунок 1 - Схема АЛ состоящая из базовых станков q=3
Производительность такой линии немного возросла, но она не удовлетворяет требуемой.
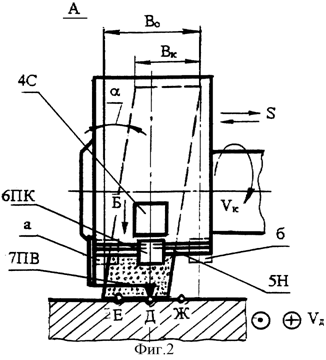
Если увеличить число параллельных потоков p=2, то производительность линии увеличивается соответственно в 2 раза (рис. 2).
QАЛ2=2*QАЛ1=2*13=26 шт/см.
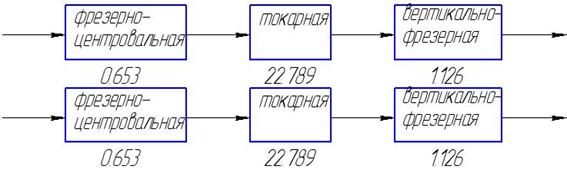
Рисунок 2 - Схема АЛ состоящая из двух потоков m=2, q=3
Производительность такой линии также не удовлетворяет требуемой.
Попробуем применить к первому варианту АЛ метод дифференциации операций.
Разобьем токарную операцию на токарную в которой осуществляется Установ А и на токарную, в которой осуществляется Установ Б, имеем q=4.

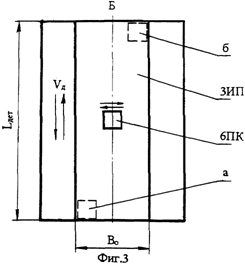
Рисунок 3 - Схема АЛ, в которой m=0, q=4
Производительность такой АЛ будет определятся:
 шт/см.
шт/см.
Лимитирующей операцией является токарная, Установ А. Дифференцируем её:
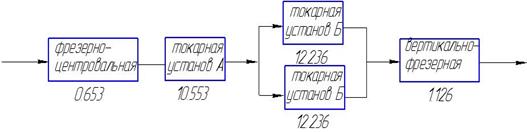
Рисунок 4 - Схема АЛ, в которой m=1, q=5
 шт/см.
шт/см.
Дифференцируем токарную операцию Установ Б:
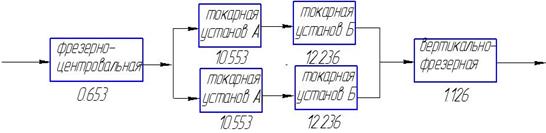
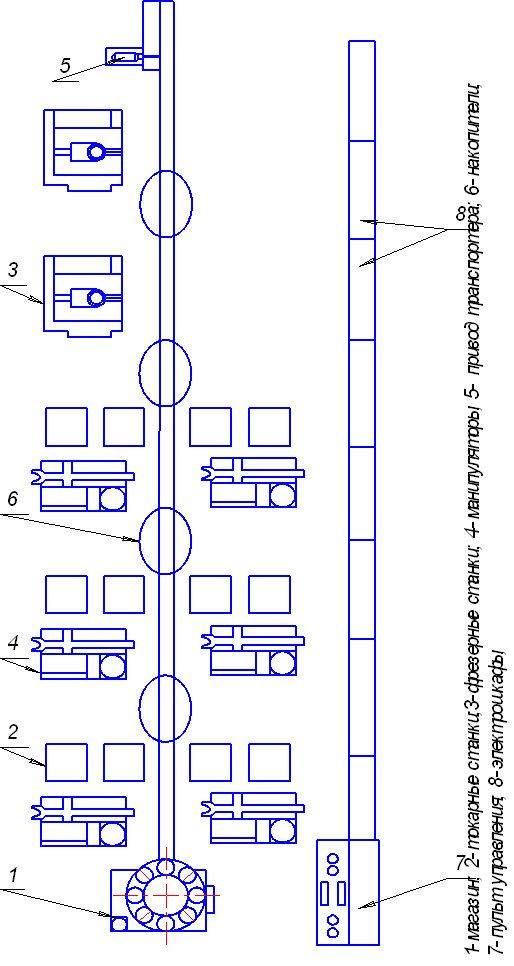
Рисунок 5 - Схема АЛ, в которой m=2, q=6
 шт/см.
шт/см.
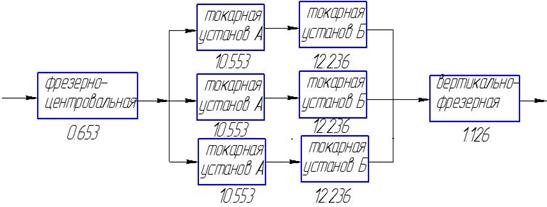
Рисунок 6 - Схема АЛ, в которой m=3, q=8
 шт/см.
шт/см.
Данная производительность удовлетворяет требуемой:
![]()
Разобьём токарную операцию на токарную черновую и токарную чистовую.
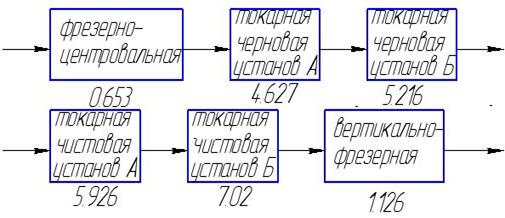
Рисунок 7 - Схема АЛ, в которой m=0, q=6
Производительность данной а. л.:
 шт/см.
шт/см.
Лимитирующей операцией являются токарные операции, поэтому поставим на данные позиции станки-дублёры.
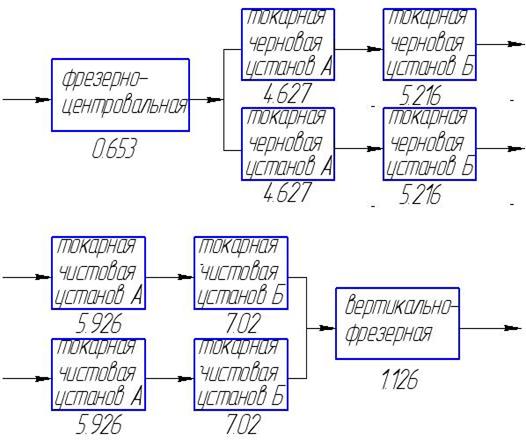
Рисунок 8 - Схема АЛ, в которой m=1, q=10
 шт/см.
шт/см.
Данная производительность удовлетворяет требуемой:
![]()
В дальнейшем будем рассматривать два варианта АЛ, которые удовлетворяют условию
Qз<= QАлi.
1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ
Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11.
3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ
3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ
Основой для разработки технологического процесса в автоматизированном производстве является технологический процесс, предназначенный для реализации на однопозиционной машине при одноинструментальной обработке. Новый технологический процесс разрабатывается на основании применения метода совмещения операций за счет дифференциации наиболее длительных операций.
3.2 Уточненное определение производительности линий
 ,
,
где tPmax – время обработки на позиции, которая лимитирует,
tX – время не совмещенных холостых ходов цикла,
∑tинi – время потерь по инструменту,
∑tобi – время потерь по оборудованию,
Кзаг – коэффициент загруженности АЛ. Принимаем Кзаг =0,9
3.3 Определение значения внецикловых потерь
Потери по оборудованию:
Для каждого механизма потери времени определяются:
 , мин
, мин
где ![]() - средняя длительность простоев, приходящихся на 100 мин работы
- средняя длительность простоев, приходящихся на 100 мин работы
механизма;
![]() - время работы механизма;
- время работы механизма;
![]() - число одинаковых механизмов, работающих одинаковое время.
- число одинаковых механизмов, работающих одинаковое время.
Результаты расчёта потерь по оборудованию приведем в таблицах [Приложение В]. Потери по инструменту:
 ; мин
; мин
где ![]() - время работы
- время работы ![]() -го инструмента;
-го инструмента;
![]() - время, необходимое на замену инструмента при его износе;
- время, необходимое на замену инструмента при его износе;
![]() - средняя длительность простоев из-за случайных неполадок и
- средняя длительность простоев из-за случайных неполадок и
поломок инструмента, приходящаяся на период стойкости;
![]() - стойкость
- стойкость ![]() - го инструмента.
- го инструмента.
Таблица 2 -- Потери по инструменту вариант №1
| п\п | Наименование инструмента |
|
|
|
|
|
| 1 | Фреза торцовая Т15К6 | 0,5 | 180 | 6 | 0,12 | 0,017*2 |
| 2 | Сверло центровочное Р18 | 0,153 | 25 | 1 | 0,18 | 0,0072*2 |
| 3 | Резец проходной упорный отогнутый Т15К6 | 10,553 | 50 | 1,5 | 0,18 | 0,3588*3 |
| 4 | Резец проходной упорный отогнутый Т15К6 | 12,236 | 50 | 1,5 | 0,18 | 0,416*3 |
| 5 | Фреза шпоночная Р18 | 1,126 | 20 | 1,5 | 0,18 | 0,0945 |
Для варианта №2 структура оборудования изменилась только для токарной операции, поэтому потери по инструменту при фрезерно-центровальной и вертикально-фрезерной операциях остались неизменными как и при варианте №1.
Таблица 3 -- Потери по инструменту вариант №2
| № п\п | Наименование инструмента |
|
|
|
|
|
| 1 | Фреза торцовая Т15К6 | 0,5 | 180 | 6 | 0,12 | 0,017*2 |
| 2 | Сверло центровочное Р18 | 0,153 | 25 | 1 | 0,18 | 0,0072*2 |
| 3 | Резец проходной упорный отогнутый Т15К6 | 4,627 | 50 | 1,5 | 0,18 | 0,1555*2 |
| 4 | Резец проходной упорный отогнутый Т15К6 | 5,926 | 50 | 1,5 | 0,18 | 0,1991*2 |
| 5 | Резец проходной упорный отогнутый Т15К6 | 5,216 | 50 | 1,5 | 0,18 | 0,1753*2 |
| 6 | Резец проходной упорный отогнутый Т15К6 | 7,02 | 50 | 1,5 | 0,18 | 0,2358*2 |
| 7 | Фреза шпоночная Р18 | 1,126 | 20 | 1,5 | 0,18 | 0,0945 |
Таким образом, реальная производительность варианта АЛ №1 с учётом затрат на инструмент и оборудование:

Как видим после уточнённого расчёта, производительность АЛ снизилась до 45 шт/см при требуемой 60 шт/см.
Используем гибкую межагрегатную связь введя в линию накопитель и тем самым повысим производительность АЛ.
 где
где ![]() -- число участков, на которые разделена линия
-- число участков, на которые разделена линия ![]() =2;
=2;
W — коэффициент увеличения простоев лимитирующего участка, вследствие неполной компенсации затрат накопителями W=1,1 [МУ, с18].
При введении в линию двух накопителей:

Реальная производительность варианта АЛ №2 с учётом затрат на инструмент и оборудование:

При введении в линию одного накопителя:

4. РАСЧЕТ ЗАТРАТ ДЛЯ ВЫБРАНЫХ ВАРИАНТОВ АВТОМАТИЧЕСКИХ ЛИНИЙ
Расчет приведенных затрат осуществляется по формуле:
ЗПРИВЕДЕННЫЕ=0,35*(КСТАНКОВ+КТРАНСПОРТНО_ЗАГРУЗОЧНОЙ СИСТЕМЫ);
где КСТАНКОВ – стоимость основного оборудования,
КТРАНСПОРТНО_ЗАГРУЗОЧНОЙ СИСТЕМЫ – стоимость транспортно-загрузочной системы.
Результаты расчета приведенных затрат приведены в таблице.
Из таблицы видно, что выгодным вариантом автоматической линии является вариант №1. Для этого варианта приведено построение циклограммы, разработан общий вид линии и приведены карты наладок.
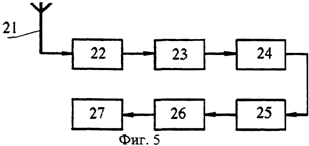
5 ПОСТРОЕНИЕ ЦИКЛОГРАММЫ РАБОТЫ ЛИНИИ
Циклограмма работы автоматической линии является графическим отображением работы механизмов, входящих в линию.
Время рабочих ходов определяется по таблице. Циклограмма позволяет определить реальную производительность автоматической линии.
Похожие работы





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...

... 500 - 100 0,2 шлифовальная Шлифовать пов. 6 Круг СМ1 0,4 - - 300 6,0 14 24 1,6 Шлифовать торец 14 Круг СМ1 0,4 - - 300 6,0 18 109 1,6 В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с обработкой отверстий и фрезерованием канавок. Таким образом, для данной линии не учитываются токарные и шлифовальные ...
Эскизный проект автоматической линии механической обработки детали винт, объём выпуска 300000 шт/год
... деталей, обрабатываемых на автоматической линии; h - коэффициент использования, равный 0,9. Тогда заданный такт выпуска АЛ будет равен: мин./шт. Вычислим потребную производительность автоматической линии: Операции, выполняемые на автоматической линии. Определение объема обработки детали на АЛ Последовательность обработки 015 Токарная - установить, закрепить заготовку; - подрезать ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев