Анализ технологичтости конструкции изделия
Разработка технологической схемы сборки
Анализ вариантов маршрутной технологии, выбор технологического оборудования и проектирование технологического процесса
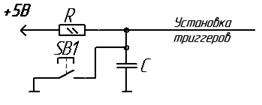
Установка ИЭТ, монтируемых в отверстия. Установить ИЭТ поз. 9, 12, 32, 33 на автомате JUKI PM 570 по заданной программе
Разработка оснастки для сборочно-монтажных работ
Требования по технике безопасности и охране труда
Навигация
Разработка оснастки для сборочно-монтажных работ
Разработка устройства согласования
73645
знаков
55
таблиц
6
изображений
6. Разработка оснастки для сборочно-монтажных работ
В данном курсовом проекте в качестве оснастки разрабатываеться трафарет нанесения припойной пасты на контактные площадки под поверхностно-монтируемые элементы.
При проектировании трафаретов необходимо учитывать минимально допустимый размер окна. Размер окна должен превышать максимальный диаметр припойных шариков в пасте. Учитывая реологические свойства паст, этот размер практически намного больше и зависит от толщины трафарета.
На практике минимальные размеры окон определяются, с помощью специальных тестовых трафаретов.
Стандартная толщина трафарета в технологии поверхностного монтажа составляет 200 мкм. Учитывая разнообразие паст, в некоторых случаях могут применяться и другие толщины (например, 175, 150 мкм). Для компонентов с малым шагом выводов (Р > 0,4 мм) используются трафареты толщиной 120 мкм чаще всего ступенчатой формы.
Учитывая технологические особенности трафаретной печати и реологические свойства паст, размеры окна (ширина и длина) выбираются меньше размеров контактной площадки. В работе рекомендуются следующие соотношения для расчета размеров окна трафарета:
Wр=W-0.1мм (6.1)
где W — размер контактной площадки (W≥0,4 мм, толщина трафарета 200 мкм).
Для случая W < 0,4 мм (толщина трафарета 120 мкм):
Wр=W-0.03мм (6.2)
При больших размерах окон трафаретов (более 2 мм) в припойной пасте могут появляться пробелы (пустоты, углубления). Для исключения этого недостатка рекомендуется большие окна разделять на несколько малых.
При этом следует использовать следующие рекомендации:
• если размер контактной площадки равен 2—3 мм, то число окон выбирается равным 2, если 3—4 мм, то 3;
• расстояние между внешней кромкой окна и контактной площадкой выбирается в соответствии с выше приведенными формулами, и составляет 0,05 и 0,015 мм;
• толщина стенок между окнами, исходя из условий механической стабильности трафарета, выбирается от 0,2 до 0,3 мм;
• размер окон должен быть кратен 0,1 мм.
При ультрамалом шаге контактных площадок (Р < 0,4 мм) может наблюдаться такой дефект трафаретной печати, как растекание («размазывание») припойной пасты. Устранение этого дефекта достигается изготовлением трафарета с меньшими допусками на размеры окон, применением окон с расширенной нижней частью (рис 6.1), регулярной отпечаткой нижней части трафарета.

Рис.61 Поперечный профиль апертуры, сформированной лазерной резкой
Окна высокоточных трафаретов выполняются методами химического травления (до 0,5 мм), с помощью лазерного фрезерования (менее 0,3 мм). В последние годы для этих целей применяется метод электрохимического осаждения никеля.
Трафарет изготавливается из нержавеющей стали. Отверстия вырезаются с помощью лазера.
На основе информации, полученной в результате конвертации данных из систем проектирования специальное программное обеспечение рассчитывает координаты движения лазерного луча (а точнее шарика плазмы, создаваемой лазерным лучом в материале), с учетом ширины самого луча, позволяющие ему формировать отверстия различной формы и размеров в листе металла.
Параметры изготовления:· Диаметр луча (ширина реза) – 0,040мм
(Размер получаемой прорези – 0,050ммм, т.к нужен запас для хода луча. Минимальный размер перемычки в материале между апертурами – не менее 0,1мм)
· Точность позиционирования - ±0,001мм
(высокая точность позиционирования достигается за счет применения цельногранитного массивного основания и системы воздушных подшипников. С помощью них рабочий стол установки зависает над основанием на миниатюрной воздушной подушке.)
· Максимальный размер рабочего поля - 500 х 500 мм (полный размер трафарета, с учетом полей до 600 х 600 мм)
(На границе полей также возможно выполнение перфорационных отверстий для крепления трафарета)
· Размер отверстия - ±0,005мм
· Конусообразность отверстий по направлению к основанию - ±0,02мм. Конусообразность – это разница между верхним и нижним размерами отверстия, Наличие конусообразности отверстий позволяет пасте лучше выходить из апертур трафарета.
Трафарет всегда вырезается со стороны накладываемой на печатную плату, поэтому конусообразность апертур увеличивается по направлению к печатной плате. При резке конус направлен широкой стороной вверх (это особенность процесса резки).
· Максимальная толщина обрабатываемого материала – 0,6мм – до 5КГц
· Частота пульсации луча – до 5КГц
(чем выше частота пульсации, тем глаже боковые стенки апертур, что способствует более легкому выскальзыванию паяльной пасты их них).
Все размеры для трафаретов, вырезанных лазером, замеряются с той стороны, на которую наносится паяльная паста и по которой движется лопатка принтера. Размеры апертур со стороны, прикладываемой к печатной платы больше на 0,015-0,020мм, из-за конусообразности апертур.
Все трафареты в процессе резки проходят выборочную визуальную проверку на качество резки, с помощью специального переносного микроскопа с многократным оптическим увеличением.
Кроме того, благодаря специальным видеокамерам, установленным на установке, оператор может постоянно наблюдать за процессом резки и проводить выборочный контроль отдельных апертур специализированной видеокамерой с многократным увеличением
Преимущества трафаретов, вырезанных лазером:
· Достаточно гладкие стенки и конусообразная форма апертур. Это способствует тому, что паяльная паста легко выскальзывает из апертур трафарета при его снятии (подъеме) после выполнения печати;
· Высокая геометрическая точность апертур (±0,005мм), позволяющая наносить на контактные площадки платы точно дозированное и повторяемое с каждым разом количество паяльной пасты;
· Высокая точность воспроизведения профилей контактных площадок на трафарете, что позволяет легко и надежно совмещать трафарет с печатной платой;
· Изготовление трафарета производится непосредственно с данных, полученных с компьютера, что сводит к нулю ошибки вывода фотошаблонов, качества их изготовления, а также качества подготовки поверхности и нанесения фоторезиста на фольгу, как это бывает при изготовлении трафарета методом химического травления;
· Нержавеющая сталь, которая служит материалом для таких трафаретов, имеет малую степень растяжения. Поэтому, трафарет не меняет своей формы и рисунок апертур не перекашивается даже после 10 000 циклов печати, что делает трафарет из нержавеющей стали практически вечным в использовании.
Чертеж трафарета приведен в приложении В.
Похожие работы
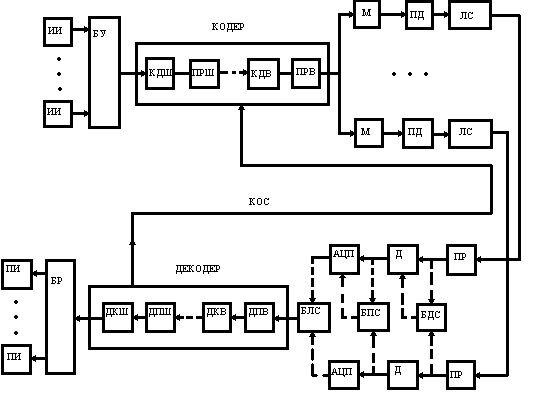

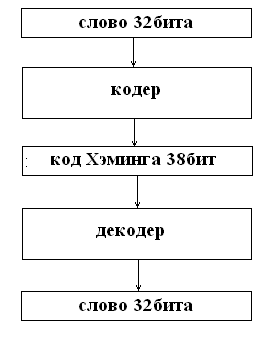
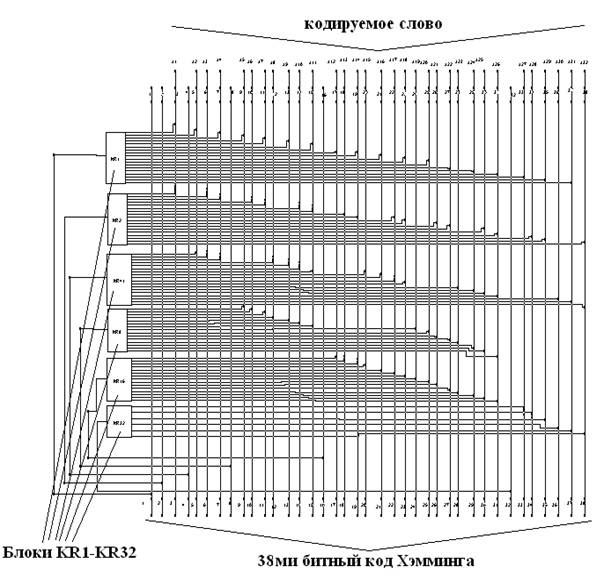
... кодирования можно разработать устройство, которое поможет понять принцип работы метода Хэмминга. Кодер – декодер будем разрабатывать на основе ИМС К555ВЖ1. 2.1 Разработка устройства кодирования информации методом Хемминга Кодер, преобразует 32х битное слово в 38ми разрядный код Хэмминга, после чего слово хранится в памяти или передаётся по шинам и т.д. В процессе передачи или хранения в ...
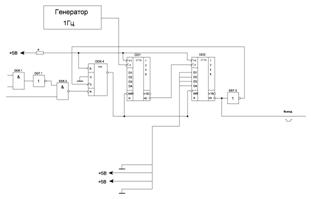
... с общим анодом. И для ИД1 были маломощные индикаторы типа АЛС304, которые могли работать напрямую. С малым током сегментов. Индикация текущего значения таймера (в мин). 4.7 Разработка устройств реализующих В1, В2 По заданию В1=, В2=, где логический сигнал ( ТТЛ ). Рис.24 Схема реализации сигнала B1 и B2. 5 Устройства сопряжения 5.1 Согласование электролампы с выходом автомата ...
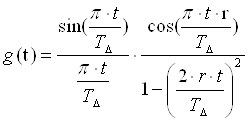
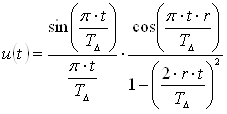
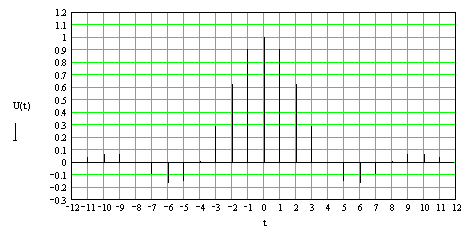
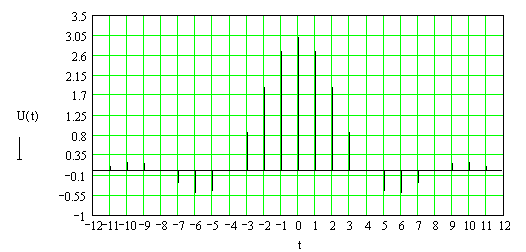
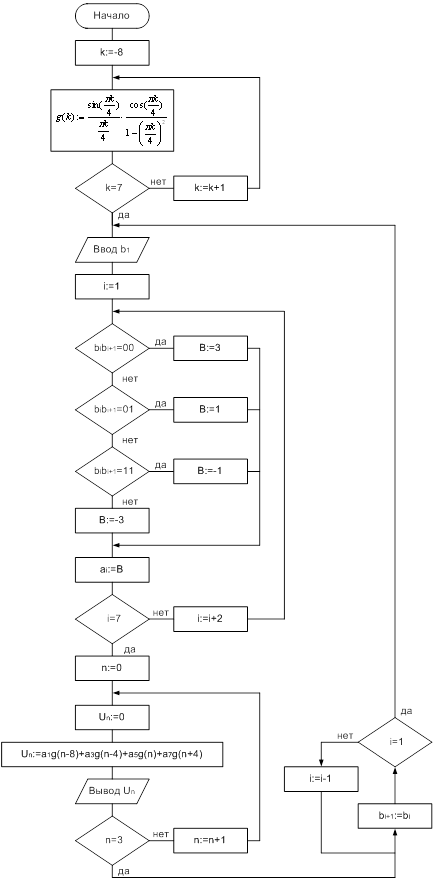
... несущими и амплитудно-фазовая модуляция с одной боковой полосой (АФМ-ОБП). 3. Выбор длительности и количества элементарных сигналов, используемых для формирования выходного сигнала В реальных каналах связи для передачи сигналов по частотно ограниченному каналу используется сигнал вида , но он бесконечен во времени, поэтому его сглаживают по косинусоидальному закону. , где - ...



RS-232 2. Поведенческая модель устройства. Рассмотрим модель устройства. По заданию наше устройство снимает информацию с ПДУ и постоянно передает данные в ЭВМ. Перед началом регистрации сигналов необходимо осуществить сброс УРС (автоматически или по специальной команде), а так же задать для каждого канала диапазон и уровень контроля. Что касается завершения работы устройства, то здесь возможны ...
0 комментариев