Навигация
Анализ и описание системы ЭП - рабочая машина
31595
знаков
1
таблица
12
изображений
1. Анализ и описание системы ЭП - рабочая машина
1.1 Тахограмма требуемого процесса движения
Исходя из требований технологического процесса и задания на проектирование следует установить какие процессы движения рабочего механизма должен реализовать электропривод.
В соответствии с заданием прокатный стан за четыре пропуска должен прокатить полосу необходимой толщины. Заданы скорости прокатки, определяем скорость вращения вала электродвигателя.
![]() рад/с (1.1)
рад/с (1.1)
![]() рад/с (1.2)
рад/с (1.2)
![]() рад/с (1.3)
рад/с (1.3)
![]() рад/с
(1.4)
рад/с
(1.4)
где:
![]() - скорость вращения вала двигателя при каждом пропуске проката.
- скорость вращения вала двигателя при каждом пропуске проката.
Vпi – линейная скорость прокатки
i - передаточное число редуктора
Rвал – радиус валков
Тахограмма движения будет иметь вид:
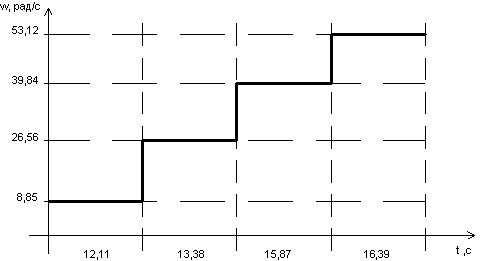
Рисунок 1 - Тахограмма движения
![]() (с) (1.5)
(с) (1.5)
![]() (с) (1.6)
(с) (1.6)
![]() (с) (1.7)
(с) (1.7)
![]() (с) (1.8)
(с) (1.8)
где ![]() - суммарное время работы на i-ой характеристике.
- суммарное время работы на i-ой характеристике.
Трi – машинное время
Тoi – вспомогательное время
Время цикла:
![]() (с) (1.9)
(с) (1.9)
1.2 Количественная оценка моментов и сил сопротивления
Целью данного анализа является количественная оценка моментов и сил, противодействующих движению за весь цикл работы, что является основой для силового расчета двигателя.
Рассчитаем статический момент приведенный к валу двигателя:
![]() ,
,
где:
Мс – момент, приведенный к валу двигателя
Мс.пр – момент прокатки
![]() (1.10)
(1.10)
![]() - суммарный КПД стана
- суммарный КПД стана
![]() ред – КПД редуктора
ред – КПД редуктора
![]() мех – КПД прокатного механизма
мех – КПД прокатного механизма
![]() (Н*м) (1.11)
(Н*м) (1.11)
![]() (Н*м) (1.12)
(Н*м) (1.12)
![]() (Н*м) (1.13)
(Н*м) (1.13)
![]() (Н*м) (1.14)
(Н*м) (1.14)
![]() (Н*м) (1.15)
(Н*м) (1.15)
где:
Мхх – момент холостого хода.
1.3 Составление расчётной схемы механической части привода
Для теоретических исследований реальную механическую часть электропривода заменяют динамически эквивалентной приведенной расчетной схемой, состоящей из сосредоточенных инерционных элементов, соединенных между собой упругими связями, и обладающей таким же энергетическим запасом, как и исходная реальная система привода [1]. Как правило, при проектировании электропривода рассматривают либо двухмассовую консервативную систему, либо, проведя должное обоснование, одномассовую.
Кинематическая схема установки имеет вид:
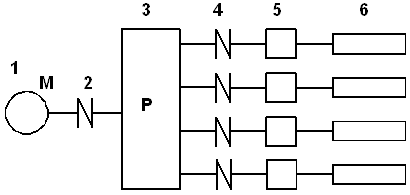
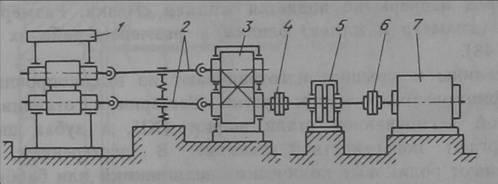
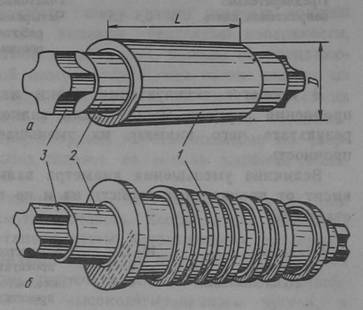
Рисунок 2 - Кинематическая схема привода
На схеме :
1 – приводной двигатель ;
2,4 – упругие муфты ;
3 – редуктор ;
5 – универсальные шпиндели ;
6 – валки ;
Определим моменты инерции элементов , входящих в состав привода. На предварительном этапе момент инерции двигателя неизвестен. Обозначим Jдв = Х , тогда момент инерции редуктора , приведённый к валу двигателя Jред = 0,4Х ; момент инерции муфты Jмуф = 10,5 ![]() , момент инерции шпинделей Jшп = 4,2
, момент инерции шпинделей Jшп = 4,2 ![]() .
.
Момент инерции рабочих валков определяем по формуле :
![]() (1.16)
(1.16)
где ![]() - плотность материала
- плотность материала ![]() для стали ;
для стали ;
l –длина валков ;
D – диаметр валков .
Осуществим приведение моментов инерции элементов привода к валу двигателя :
Приведение осуществим по формуле :
![]()
Получаем:
![]() (кг*м2);
(кг*м2);
![]() (кг*м2);
(кг*м2);
![]() (кг*м2);
(кг*м2);
![]() (кг*м2);
(кг*м2);
![]() (кг*м2);
(кг*м2);
![]() (кг*м2)
(кг*м2)
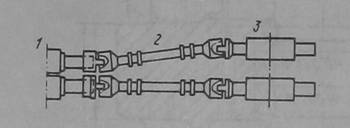
В схеме упругими элементами являются муфты. Поэтому первоначально механическую часть привода представим 3- х массовой расчётной схемой:
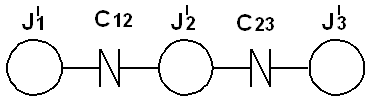
Рисунок 3 - Расчётная схема привода
Дальнейший расчет приведен в разделе 6.
Похожие работы
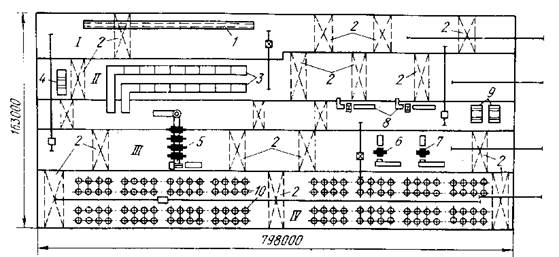
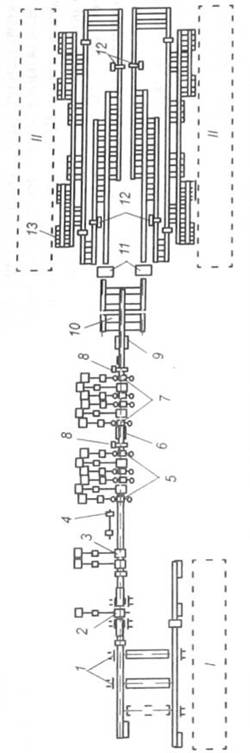
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
0 комментариев