Навигация
Построение нагрузочной диаграммы и механической характеристики рабочей машины
31595
знаков
1
таблица
12
изображений
1.4 Построение нагрузочной диаграммы и механической характеристики рабочей машины
В соответствии с заданием привод осуществляет работу по следующему алгоритму : разгон на холостом ходу , выход на рабочую скорость , наброс момента , работа под нагрузкой , сброс момента , работа на рабочей скорости на холостом ходу , переход на повышенную скорость . В соответствии с вышеописанным алгоритмом привод работает на четырёх различных скоростях в течении цикла .
Нагрузочная диаграмма механизма представляет собой зависимость приведенного к валу двигателя момента (или мощности, если известно передаточное число редуктора) в функции времени за цикл работы.
На данном этапе проектирования имеется возможность рассчитать и построить только упрощенную нагрузочную диаграмму – зависимость статических моментов в функции времени, т.е. без учета динамических нагрузок. Упрощенная нагрузочная диаграмма рабочей машины (механизма), построенная по рассчитанным для каждого участка цикла работы статическим нагрузкам, приведена на рисунке 4.
Нагрузочная диаграмма по расчётным данным имеет вид :
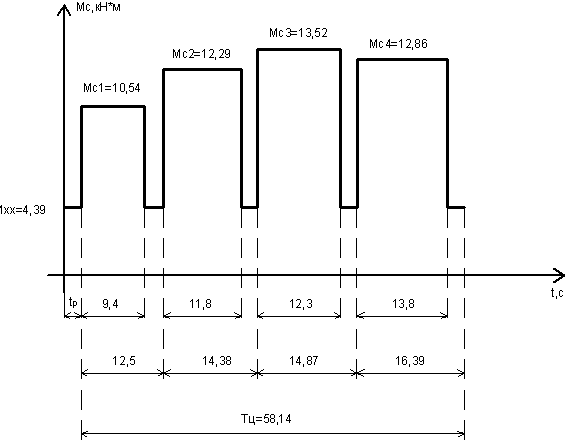
Рисунок 4 - Нагрузочная диаграмма
По виду нагрузочной диаграммы можно определить, что данный привод работает в длительном режиме с переменной нагрузкой, поэтому tp – время разгона в цикл не входит.
Механическая характеристика рабочей машины приведена в графическом материале курсового проекта.
2 Анализ и описание системы “ЭП-сеть” и “ЭП-оператор”
Электропривод подключается к трёхфазной сети переменного тока, напряжением 6,3 кВ, частотой 50 Гц через трансформатор. Двигатель питается через вентильный преобразователь, собранный по мостовой схеме. Влияние на работу привода могут оказывать колебания напряжения и частоты питающей сети. В свою очередь привод может оказывать влияние на сеть, потребляя из сети реактивную мощность и «засоряя» её высшими гармониками.
Анализ “ЭП-оператор” необходим для проектирования схемы управления электроприводом. В результате проектирования необходимо получить автоматическую схему, которая обеспечит требования охраны труда, соблюдая качество технологического процесса, выполнение производительности рабочей машины средствами автоматизированного электропривода.
3. Выбор принципиальных решений
Цель анализа – создание исходной базы данных для проектирования оптимальной системы привода за счет более точной и полной формулировки предъявляемых к электроприводу требований. Эти данные получают в результате анализа и количественного описания систем.
Полученная количественная и полная качественная оценка условий работы электропривода является основой выбора возможных решений, как по силовому электроприводу, так и по схемам управления.
3.1 Построение механической части ЭП
В соответствии с заданием на курсовое проектирование для понижения угловой скорости, применим силовой редуктор. Передаточное отношение задано I = 4,25. Следовательно, выбор типа передачи значения не имеет.
3.2 Выбор типа привода
При определении возможных принципиальных решений выбирается несколько (обычно 2-3) вариантов электропривода, удовлетворяющих в той или иной степени требованию задания на проектирование. Выбор вариантов привода осуществляется на основе изучения существующих типовых электроприводов для данного класса рабочих машин, определяя конструкцию механической части привода, возможные типы двигателей и способы регулирования координат.
настоящее время 80 % применяемых двигателей - это двигатели переменного тока. Главный привод прокатного стана является регулируемым электроприводом, кроме того, необходимо учитывать, что приводной двигатель будет обладать достаточно большой мощностью.
При анализе литературных источников удалось установить, что в главных электроприводах прокатных станов холодной прокатки применяются две системы:
а) УВ – ДПТ;
б) Г – Д;
Можно также рассмотреть варианты применения следующих систем:
в) АД с частотным управлением;
г) Каскадная система;
д) Двигатель постоянного тока с реостатом (ДПТ−Р);
е) Асинхронный двигатель с фазным ротором и реостатом (АДФ−Р).
В связи с тем, что мощность двигателя достаточно велика, то при введении добавочных сопротивлений в силовую цепь будут значительные Джоулевы потери, следовательно, варианты д) и е) рассматриваться не будут. Оставшиеся варианты рассмотрим более подробно при помощи оценочной диаграммы, представленной на рисунке 6.
3.3 Выбор способа регулирования координат
В электроприводе существует два способа регулирования координат:
А) полноценное;
Б) не полноценное.
В данном случае применяем полноценное регулирования координат, то есть при изменении скорости вращения вала электродвигателя изменяется ![]() . Необходимо получить стабильную скорость привода для обеспечения необходимого качества прокатки. Различают также автоматическое и ручное регулирование координат. Ручное регулирование предполагает изменение скорости привода с участием оператора. В данном случае применяем автоматическое регулирование координат. Оператор необходим только для запуска привода.
. Необходимо получить стабильную скорость привода для обеспечения необходимого качества прокатки. Различают также автоматическое и ручное регулирование координат. Ручное регулирование предполагает изменение скорости привода с участием оператора. В данном случае применяем автоматическое регулирование координат. Оператор необходим только для запуска привода.
Похожие работы
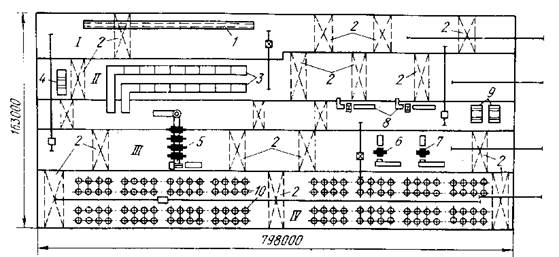
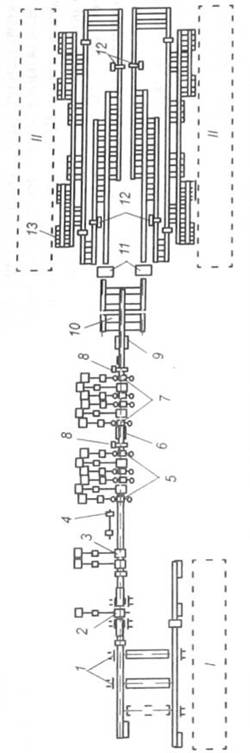
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
0 комментариев