Навигация
Расчет вращающейся печи для изготовления керамзита
64056
знаков
5
таблиц
1
изображение
Содержание
Введение
1. Технологическая часть
1.1 Сырьевые материалы для производства керамзитового гравия
1.2 Процессы, происходящие при сушке
1.3 Процессы, происходящие при обжиге
1.4 Зоны, существующие в печи
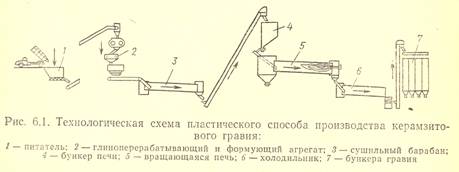
1.5 Способы производства керамзитового гравия
2. Расчет теплового баланса вращающейся печи
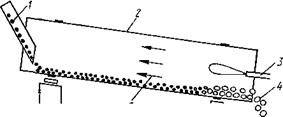
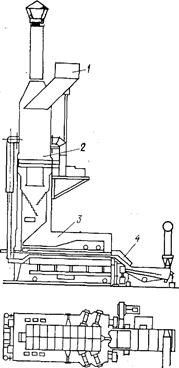
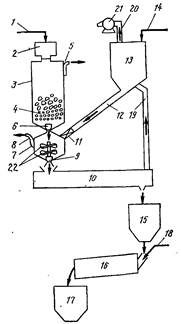
2.1 Устройство вращающейся печи для обжига керамзитового гравия
2.2 Сырье для производства керамзитового гравия
2.3 Методика составления теплового баланса вращающейся печи
2.4 Расчет теплового баланса вращающейся печи
3. Конструктивная часть
3.1 Устройство и принцип действия вращающейся печи
3.2 Устройство и принцип действия привода печи
3.3 Возможные неисправности в работе печи и способы их устранения
Список используемых источников
Введение
Керамзитовый гравий – искусственный пористый материал ячеистого строения с преимущественным содержанием закрытых пор, полученных путем вспучивания глинистых пород при ускоренном обжиге.
Характерной особенностью керамзитового гравия является его относительно высокая прочность при малом объемном весе.
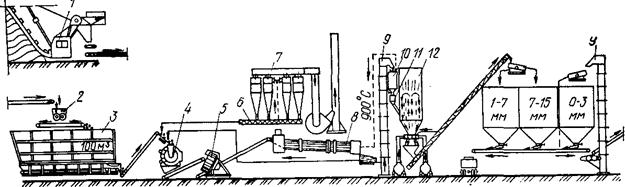
Процесс изготовления керамзита состоит из следующих основных операций:
ü Добычи глинистого сырья, его складирование и доставка к месту производства;
ü Переработки сырья и приготовления исходного полуфабриката, пригодного для обжига со вспучиванием;
ü Обжига и охлаждения керамзита;
ü Сортировки и при необходимости домола заполнителя;
ü Складирование и выдачи готового продукта.
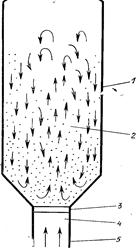
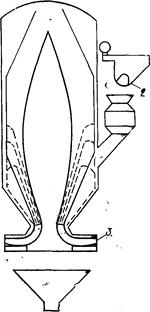
Основное оборудование керамзитовых предприятий – оборудование для обжига. В настоящее время наиболее распространен метод обжига керамзитового гравия в одно- и двухбарабанных вращающихся печах. Так же для обжига сыпучих материалов применяют такие установки как печи кипящего слоя.
Достоинство вращающихся печей – возможность получать заполнитель, зерновой состав которого в основном соответствует нормативным требованиям. Поэтому после обжига керамзит лишь сортируют и в отдельных случаях корректируют зерновой состав заполнителя. Тем самым в большинстве случаев сохраняется форма зерен и остается нетронутой дроблением их спекшаяся шероховатая поверхностная корка, отличающаяся более высокой прочностью, чем вспученная масса внутри. Это в значительной степени повышает строительные качества заполнителя и отличает его от аглопоритов, и керамзитового щебня, получаемого при обжиге глинистого сырья на спекательных решетках с последующим дроблением спекшегося «пирога» на щебень.
Другое важное достоинство вращающихся печей состоит в том, что зерна материала в них вспучиваются в свободном объеме, не ограниченном стенками или неподвижной массой таких же зерен.
Керамзит применяется в качестве заполнителя для изготовления несущих строительных конструкций из бетона и железобетона, на теплоизоляционные засыпки и на прочие цели.
1. Технологическая часть
1.1 Сырьевые материалы для производства керамзитового гравия
Практика производства показывает, что для изготовления керамзита наиболее пригодны легкоплавкие глинистые породы, характеризующиеся способностью вспучиваться при обжиге с учетом вводимых добавок и образовывать материалы ячеистой структуры: глина, аргиллит и глинистый, в том числе шунгитсодержащий, сланец и в первую очередь глинистые породы морского. Озерного и озерно-болотного происхождения с преимущественным содержанием глинистых минералов группы монтмориллонита, иллита, хлорита. Глинистые породы должны отвечать следующим основным требованиям:
ü Вспучиваться при температуре ниже 1250 0С при интервале вспучивания не менее 50 0С;
ü Содержать не более 30% песчаных и пылеватых частиц. А отдельные окислы в следующих пределах: SiO2 – 50-55%, Al2O3 – 15-25%, CaO – до 3%, MgO – до 4%, Fe2O3+FeO – 6,5 – 10%, Na2O+K2O – 3,5-5%;
ü Не содержать частиц карбонатов кальция и магния крупнее 0,2мм и гипса;
ü Содержать тонкодисперсные органические примеси в пределах 1-2%, однако в некоторых случаях недостаток их может быть восполнен соответствующими добавками (нефтяные продукты и отходы).
Различаясь в условиях ускоренной термической обработки, легкоплавкие глинистые породы вспучиваются за счет давления изнутри газообразных продуктов, выделяющихся в обжигаемой глинистой массе, и образуют стекловидный материал с ячеистой структурой, состоящий из стекловидной и кристаллической фаз.
1.2 Процессы, происходящие при сушке
А. Значение процесса сушки
Сушкой называется процесс удаления влаги из материалов путём её испарения с последующим удалением образовавшихся паров в окружающую среду.
Процесс сушки возможен лишь в том случае, если парциальное давление водяных паров у поверхности высушиваемого материала больше парциального давления водяных паров окружающей среды, т.е. Рм > Рос.
Давление водяного пара в высушиваемом материале зависит от влажности материала, температуры и характера связи влаги с материалом. С увеличением влажности и температуры материала Рм возрастает, а с усилением связи влаги с материалом Рм уменьшается.
Для испарения влаги из материала необходим подвод определённого количества тепла, равный теоретическому расходу на испарение и на компенсацию тепловых потерь, величина которых зависит от способа сушки, конструкции сушилки, формы связи влаги с материалом.
Сушка материалов и изделий может быть естественной и искусственной. Естественная сушка протекает на открытом воздухе, при этом сушильным агентом является атмосферный воздух. Искусственная сушка производится нагретым воздухом или дымовыми газами в сушилках. Тепло к высушиваемому материалу в сушилках может подводиться тремя методами передачи тепла:
●конвекцией – путём омывания материала горячим воздухом или дымовыми газами;
●теплопроводностью – за счёт соприкосновения материала с нагретыми поверхностями сушилки;
●излучением - за счёт облучения материала инфракрасными лучами от электрических или газовых нагревателей.
Режимом сушки называются параметры сушильного агента по времени процесса: температура, относительная влажность и скорость его прохождения около материала. От правильного выбора режима зависят качество и экономичность сушки. Например, для песка быстрая сушка дымовыми газами при начальных температурах 700…900оС вполне допустима, а для керамических изделий сложного профиля, изготовленных из высокочувствительных глин, требуется замедленный процесс при начальных температурах не выше 50оС. При этом во избежание запаривания необходимо быстро удалять с поверхности изделия испаренную влагу, что обеспечивается их обдуванием относительно сухим влагоносителем – воздухом или дымовыми газами.
Б. Связь влаги с материалом
Все материалы, подвергаемые тепловой обработке при производстве строительных изделий, представляют собой неоднородные (гетерогенные) системы, в которых совмещены три фазы агрегатного состояния. Твёрдая фаза – скелет материала, жидкая - влага и газообразная - воздух, пары воды и газы. Твёрдая фаза материала за счёт свободной поверхностной энергии обладает большой адсорбционной способностью поглощать влагу. Эта влага связывается материалом и может им удерживаться.
Влажные материалы в зависимости от их свойств делят на три вида. Первый вид называют коллоидными телами. Они характеризуются эластичными свойствами, сохраняющимися даже при удалении влаги. Это тела типа желатинов – в строительной индустрии практически не применяются. Второй вид представлен капиллярно – пористыми телами, при удалении влаги из них они приобретают хрупкость и могут быть превращены в порошок (кварцевый песок). Третий вид называют капиллярно- пористыми коллоидными телами. При увлажнении они увеличиваются в размерах - набухают. Удаление влаги из таких тел сопровождается усадкой. Причём, удаление влаги связано с нарушением связи влаги с материалом, и на это нарушение необходимо затрачивать определённую энергию.
Именно энергия нарушения связи влаги с материалом была положена академиком А.П. Ребиндером в классификацию форм связи по энергетическому принципу. По этой классификации все формы связи делятся на три группы. К первой группе относят химическую связь влаги с материалом. Вторая представлена физико-химической связью и третья физико-механической связью.
Химическая связь наиболее прочная, поскольку содержащаяся в материале влага является кристаллизационной, которая входит в состав кристаллической решётки материала. Она содержится в строго определённых количественных соотношениях. Такая влага удаляется из материала только при разрушении кристаллической решётки материала при высоких температурах, а именно прокаливании или обжиге. Поглощение материалом жидкости, которая химически связана с материалом, сопровождается контракцией (сжатием, стягиванием) системы. Сущность этого явления объясняется тем, что тело, поглощая жидкость, хотя и увеличивается в размерах, но объём набухшего тела меньше суммы первоначальных объёмов тела и поглощённой влаги. Явление контракции проявляется при затворении небольшим количеством воды цемента, гипса, глины. При введении большего количества воды явление контракции не исчезает, но становится менее заметным. Влага, связанная с материалом физико-химическим способом делится на адсорбционно связанную и осмотически связанную. Под адсорбционно - связанной понимают такую влагу, которая адсорбирована на внешней поверхности под действием силового поля коллоидных частиц – мицелл. Эта влага с поверхности мицелл может частично проникать внутрь мицеллы и образовывать в ней интрамицеллярный слой.
Осмотически связанной называют такую влагу, которая проникает в скелет коллоидного тела путём диффузии за счёт сил осмотического давления. Эту влагу ещё называют влагой набухания. Для разрушения адсорбционных и осмотических связей также нужна большая энергия, однако она значительно меньше, чем для разрыва химических связей. Такая влага может удаляться при температурах не превышающих 100оС.
При физико-механической форме связи влага удерживается в микро – и макрокапиллярах (открытых порах) материала за счёт капиллярного давления и поверхностного натяжения. К макрокапиллярам относятся капилляры, которые имеют радиус более 10–5 см. Эти капилляры не собирают влагу из воздуха, а заполняются ею только при непосредственном соприкосновении. Микрокапилляры с радиусом менее 10–5 см при действии сил капиллярного давления могут заполняться влагой за счёт её сорбции из воздуха, а также при её конденсации на поверхности материала. Влага смачивания связывается с материалом только при прямом соприкосновении. Эта связь самая непрочная и нарушается даже при воздушном хранении материала из-за разности парциальных давлений водяного пара на поверхности материала и в окружающей среде. При производстве строительных изделий применяют термины «свободная влага» и «связанная влага». Под свободной влагой понимают влагу, удаляемую из материала до равновесного состояния с окружающей средой, т.е. до равенства парциальных давлений водяного пара на поверхности материала и в окружающей среде. Связанная влага это адсорбционная, осмотическая и заполняющая микрокапилляры. Материал, хранящийся на воздухе, по своему влагосодержанию находится в неустойчивом равновесии. При увеличении влагосодержания в атмосфере он набирает влагу, а при снижении – отдаёт.
В. Состояние материала в процессе сушки
В процессе сушки из материала удаляют физико-механическую и физико-химическую влагу, связанную с ним. Следовательно, при сушке нарушаются только связи смачивания, капиллярные, структурные, осмотические и адсорбционные.
Рассмотрим влажный материал в процессе сушки как систему, состоящую из сухого материала и воды.
Gвм = Gсм + W,
где Gвм - масса влажного материала;Gсм – масса сухого материала; W – масса физико-химической и физико-механической связанной влаги. Примечание: только для процесса сушки под абсолютно сухим материалом понимают то состояние, когда масса высушенного материала будет складываться из массы сухого материала и массы физико-химической влаги.
Различают три состояния материала по отношению к окружающей среде: влажное, равновесное и гигроскопическое. 1. Под влажным понимают такое, при котором парциальное давление водяных паров на поверхности материала выше, чем парциальное давление водяных паров в окружающей среде. При этих условиях материал отдаёт влагу. Воздух, окружающий материал, ассимилирует влагу и постепенно насыщается ею. 2. Равновесное состояние соответствует равенству парциальных давлений водяных паров на поверхности материала и в окружающей среде. В этом случае сушки не происходит. 3 Гигроскопическое состояние материала, при котором парциальных давлений водяных паров на поверхности материала меньше, чем парциальных давлений водяных паров в окружающей среде, нехарактерно и может быть получено искусственно. В этом случае материал начинает сорбировать влагу из окружающей среды и постепенно переходить в равновесное состояние.
Для того чтобы иметь представление о влажном состоянии материала и его взаимодействии с окружающей средой рассмотрим неограниченную пластину, вырезанную из влажного изделия.
Кривая распределения влаги в материале
По оси Х отложена ширина пластины, равная 2Х, а по оси У – влагосодержание U. Начальное влагосодержание пластины U n0 постоянно по всему поперечному сечению пластины и показано пунктиром. Пластина помещена в условия, в которых парциальное давлений водяных паров меньше, чем на её поверхности. С поверхности пластины, соприкасающейся с окружающей средой, начинается испарение влаги W (показано стрелками); эта влага будет ассимилироваться окружающей средой. Испарение влаги с поверхностей пластины сопровождается уменьшением их влагосодержания. Появляется перепад влагосодержаний между центром и поверхностями, показанный как DU n1. Поэтому к моменту времени t1 влага в материале распределится по параболе U n1. Возникший перепад влагосодержаний представляет собой градиент потенциала переноса влаги Ñ U, который заставляет влагу продвигаться к поверхности. Поскольку скорость испарения выше скорости диффузии влаги к поверхности, то обязательно возникает перепад влагосодержаний. С увеличением скорости испарения влаги с поверхности изделия увеличивается и перепад влагосодержания внутри изделия и, наоборот, уменьшение скорости испарения влаги ведёт к снижению перепада влагосодержания.
Г. Кинетика сушки материалов
Процесс сушки влажных материалов зависит от формы связи влаги с материалом и режима сушки или условий испарения влаги с поверхности материала. Скорость сушки изменяется с изменением влажности материала.
Если процесс влагоотдачи изобразить графически в координатах влажность материала – время сушки, то получим кривую отдачи влаги, показанную на рис. 1 А.
При внесении материала в сушилку с влажностью W1 в начальный небольшой период времени t1 почти всё подводимое тепло Q тратится на прогрев материала. В точке В температура поверхности материала tпм достигает точки росы = температуре сушильного агента по мокрому термометру, т.е. (Q»tпм). Период возрастающей влагоотдачи с одновременным нагревом материала до точки В, где (Q»tпм) называют первым периодом сушки. Он очень кратковременный и по времени равен значению t1. От точки В влагосодержание начинает уменьшаться с одинаковой скоростью до точки С, при этом температура материала не меняется, что объясняется испарением влаги с поверхности материала, а такой процесс идёт с расходом теплоты на парообразование. В этот период температура в центре материала постепенно повышается до температуры поверхности. Участок ВС является вторым периодом, который называют периодом постоянной скорости сушки. Точка С, характеризующая окончание периода постоянной скорости сушки соответствует критическому влагосодержанию материала, т.е. в материале прекращается усадка и завершаются процессы структурообразования. По времени этот период соответствует значению t2.
От точки С до точки D процесс удаления влаги из материала замедляется и кривая на графике приближается к значению Uр – равновесному влагосодержанию (на графике пунктирная линия). Участок СD относится к третьему периоду – периоду падающей скорости сушки. Он самый продолжительный и по времени равен значению t3. Точка D на графике соответствует среднему конечному влагосодержанию материала Uк. Обычно сушку не ведут до состояния Uк и выгружают материал из установки раньше, чем закончится третий период. Выдают из установки материал при среднем влагосодержании Uв, когда температура поверхности материала равна температуре центра материала, т.е. tпм = tцм.
Скорость сушки dw/dτ, показанная на рис. 1 Б, определяется методом графического дифференцирования как tg угла наклона a касательной в любой точке влагоотдачи.
Максимальное значение скорости сушки наблюдается во втором периоде, когда угол a наибольший. При равновесной влажности Uр угол a = 0, а следовательно, и скорость сушки тоже равна 0.
Раскроем сущность понятия критическое влагосодержание материала. Как было отмечено ранее, в этот момент прекращается усадка, и завершаются процессы структурообразования. В материале образуются поры и капилляры. Усадка идёт только до какого-то определённого влагосодержания. Поэтому устанавливали влагосодержание, при котором усадка в материале заканчивалась. Это влагосодержание для каждого материала своё и называется критическим. Существует мнение, что после достижения критического влагосодержания материал можно сушить как угодно быстро. Но практика показала, что в некоторых случаях он всё-таки растрескивается. Причина такого поведения материала объясняется тем, что критическое влагосодержание для одного и того же материала непостоянно и зависит от режимов сушки. Например, примем за исходное критическое влагосодержание значение Uкр, полученное опытным путём. При более быстрой сушке критическое влагосодержание уже будет другим Uкр*, станет выше, т.е. Uкр* > Uкр. При более медленной сушке критическое влагосодержание для этого же материала Uкр** станет меньше Uкр, т.е. Uкр** < Uкр. Эту зависимость необходимо учитывать, назначая режимы сушки изделий.
Усадка и деформации, возникающие в процессе сушки
При сушке керамических и некоторых теплоизоляционных материалов происходит удаление влаги, частицы материала сближаются, и общие размеры изделия сокращаются. Для многих материалов объёмная усадка подчиняется линейному закону. Зависимость между объёмом тела V и его влагосодержанием U выражается формулой
V = V0 (1 + bV U), (1)
где bV = d V / V0 dU – коэффициент объёмной усадки.
В капиллярно-пористых коллоидных телах линейная усадка подчиняется линейному закону
L = L0 (1 + bL U), (2)
где bL = d L / L0 dU – коэффициент линейной усадки, характеризующий интенсивность изменения линейных размеров материала.
Усадка зависит от молекулярной структуры вещества и от видов связи влаги с материалом. Ввиду разного влагосодержания по сечению усадка в материале будет различной, что приводит к развитию объёмно-напряжённого состояния и к растрескиванию. Для объяснения механизма возникновения объёмно-напряжённого состояния рассмотрим сушку изделия в виде пластины длиной L0
Пусть сушка пластины происходит только с двух сторон, остальные поверхности пластины влагоизолированы.
Допустим, что в какой-то момент сушки перепад влагосодержания составляет в пластине DU. Представим, что пластина состоит из отдельных бесконечно тонких полосок, которые могут сокращаться самостоятельно. Тогда длина каждой полоски, согласно формуле (2), должна быть пропорциональна влагосодержанию. Однако пластина в реальности целая и не состоит из отдельных полосок, и усадка её заканчивается при длине Lк, что соответствует среднему влагосодержанию. Значит, поверхностные слои пластины сократились до Lк, а должны былибы быть значительно короче. Центральные слои, которые сократились тоже до Lк, должны быть длиннее. Следовательно, в реальной пластине поверхностные слои растянуты, а центральные – сжаты.
Эти напряжения на рисунке обозначены знаками (+) и (-). Только два слоя (НП) – нейтральная плоскость уменьшились в размерах пропорционально влагосодержанию и напряжённое состояние в них отсутствует. Силы растяжения и сжатия стараются сдвинуть отдельные слои относительно друг друга. При этом возникают тангенциальные напряжения, которые, как только они превысят прочность материала, приведут к образованию трещин и разрушению структуры изделия.
В процессе сушки из-за перепадов температур на поверхности и в центре изделия так же возникает объёмно-напряжённое состояние. Для представления о напряжённом состоянии рассмотрим аналогичную пластину длиной L0, подвергнутую нагреву.
Если бы пластина состояла из отдельных бесконечно тонких полосок, которые могли бы удлиняться и сокращаться самостоят6ельно, то длина каждой полоски могла быть определена по формуле
Lt = L0 (1 + aL Dt), (3)
где aL – коэффициент линейного расширения.
Рассчитав длину каждой из полосок по формуле (3) и отложив половину на рис.3 (показано пунктиром; размеры откладываются от середины пластины), получим реальную форму изделия Lt = f (t), которую должна была бы приобрести пластина при нагревании. Однако общее удлинение пластины оказалось меньшим, и длина её стала равной Lп = f (t ср).
Следовательно, поверхностные слои должны были удлиниться на D Lп, а удлинились меньше и испытывают сжимающие напряжения, а центральные слои удлинились больше чем положено и испытывают растягивающие напряжения. Эти напряжения показаны на рисунке знаками (+) и (-). Условными обозначениями (НП) зафиксированы нейтральные плоскости, в которых напряжения не возникли.
Напряжённые состояния, развивающиеся от разности влагосодержаний и температур, имеют противоположные знаки. При сложении из большего значения вычтем меньшее. Поскольку напряжённое состояние от разности влагосодержаний почти в 10 раз больше чем от разности температур, то суммарное напряжённое состояние будет несколько меньшим.
Механизм появления трещин в изделиях, а возможно и их разрушение объясняется тем, что напряжённое состояние действует на слои пластины, стараясь сдвинуть один слой относительно другого, вызывая тангенциальные напряжения, которые в случае превышения прочности материала приводят к его растрескиванию или разрушению.
При сушке, как и при ТВО, во внутренних слоях изделия возникает избыточное давление. Перепад давлений между слоями представляет собой приложенную силу, которая не удлиняет слои материала, а старается сдвинуть их относительно друг друга, т.е. из-за перепадов давлений также создаются тангенциальные напряжения.
Похожие работы
... знать расход материалов (м3/ч), поэтому полученные значения расхода материалов (т/ч) целесообразно выразить в м3/ч, разделив каждый результат (т/ч) на насыпную плотность данного материала. Глина=1500 кг/м3=1,5 т/м3; Керамзит =500 кг/м3 =0,5т/м3; Добавка (лигносульфанаты)=0,7 т/м3; Вода=1000 кг/м3=1,0 т/м3. Для получения керамзита 11360,96 т/год (22721,92 м3/год) требуется: По массе: глины – ...

... песков. Для легких бетонов пригоден перлитовый песок с минимальной насыпной плотностью 200. Содержание пылевидных фракций в нем не должно превышать 10%. 5. Основные технологические процессы и оборудование Технология производства легких бетонов и изделий из них незначительно отличается от технологии изготовления изделий из обычных тяжелых бетонов. Для получения бетона высокого качества ...
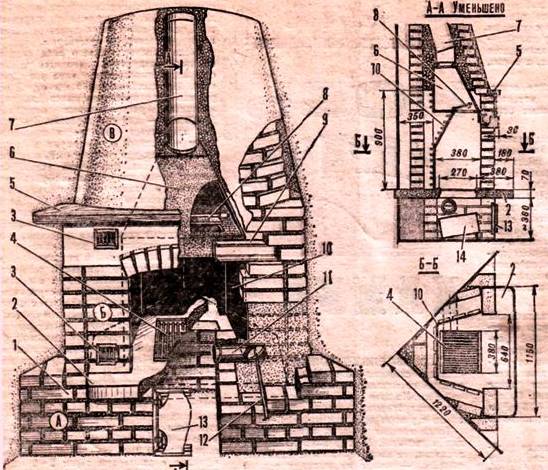
... к уроку. 2. Повторение пройденного материала – (7 мин.): 2.1. Проверка знания материала прошлого занятия. 3. Изучение нового материала – (15 мин.) 3.1. Краткие сведения по технологии изготовления каминов. 3.2. Закрепление материала. 4. Вводный инструктаж – (15 мин.): 4.1. Показ трудовых приемов. 4.3. Демонстрация. 5. Этап применения нового материала (20 мин.): 5.1. Проверить организацию ...
... основных минерала и небольшое количество стеклообразного вещества. Как видно из таблицы, портландцементный клинкер в основном (на 60...80%) состоит из силикатов кальция, из-за чего портландцемент также называют силикатным цементом. Для получения портландцемента клинкер размалывают в трубных или шаровых мельницах с гипсом и другими добавками. Свойства портландцемента зависят от его минерального ...
0 комментариев