Навигация
Зоны, существующие в печи
64056
знаков
5
таблиц
1
изображение
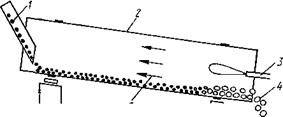
1.4 Зоны, существующие в печи
Во вращающейся печи гранулы и продукты сгорания движутся по принципу противотока: исходные сырцовые гранулы встречаются с уходящими газами печи при различных температурных условиях и претерпевают ряд изменений. В зависимости от температуры, влажности, размера, потерь массы при прокаливании и объемной насыпной массы материала во вращающейся печи условно различают следующие зоны:
I. Зона сушки или испарения влаги с граничными температурами газов 720 – 930 °С и материала 40 – 240 °С. Здесь уходящие газы наполняются парообразными продуктами испарения физически связанной оды глины. Длина зоны сушки от 25 до 36 % общей длины печи и зависит от влажности и степени пористости сырцовых гранул и времени, необходимого для их вспучивания;
II. Зона подогрева и химических реакций, примыкающая к зоне I, с граничными температурами газов 930 – 1100 °С и с материала 240 – 880 °С. Подогрев материала происходит вследствие теплоотдачи от продуктов сгорания топлива, в той или иной степени разбавленных избыточным воздухом. Длина этой зоны должна быть возможно более малой и обычно составляет 8 – 15 м. по мере подогрева гранул и повышения их температуры из глины выделяются газообразные продукты диссоциации карбонатов, вагонетки и окисление органических веществ и парообразные продукты водных минералов.
III. Зона температурного размягчения и вспучивания гранул с граничными температурами газов 1100 – 1170 °С и материала 880 -1160 °С. Она совпадает с зоной самой высокой температурой горения форсуночного топлива. Количеством продуктов сгорания топлива и избытков воздуха, необходимого для полного сгорания. Обжигаемый материал продолжает при этом выделять газы, вспучивающие гранулы. При скорости нагрева глинистой породы около 50 °С/мин и более выделение газов из гранул смещается в зону вспучивания, что приводит к уменьшению объемной массы керамзита. Длина зоны вспучивания около 15 – 20 % общей длины печи;
IV. Зона предварительного охлаждения обожженных гранул, в которой происходит их отвердевание, совпадает с зоной поступления вторичного воздуха в печь. В этой зоне вследствие происходящих на поверхности гранул процессов окисления различных форм железа гранулы приобретают коричневато – красную окраску. Длина зоны обычно не превышает 5 % общей длины печи. Обожженные гранулы охлаждаются здесь до 1000 – 1050 °С.
Скорость термической обработки гранул в указанных зонах и в особенности в зоне вспучивания имеет при прочих равных условиях первостепенное значение. Постепенный нагрев гранул, как правило, приводит к получению не вспученного материала. Лишь при ускоренной термической обработке происходит удовлетворительное вспучивание глинистых гранул. Объясняется это тем, что в этом случае реакции дегидратации, декарбонизации, окисления органических веществ, как было указано, протекает при более высоких температурах, а восстановительные реакции – более продолжительны во времени. При этом выделяющиеся газы удерживаются в грануле до температуры вспучивания. Оптимальный режим обжига гранул во вращающейся печи предусматривает постепенный их нагрев до 200 – 600 °С (в зависимости от свойств сырья) и быстрый подъем температуры до 1200 – 1250 °С, т.е. до температуры вспучивания.
1.5 Способы производства керамзитового гравия
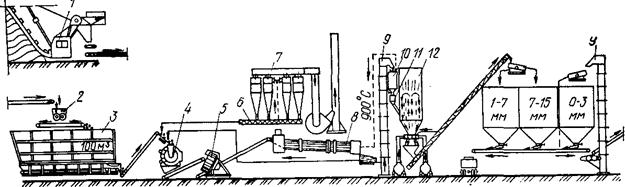
Процесс изготовления керамзита состоит из следующих основных операций:
ü добычи глинистого сырья, его складирования и доставки к месту производства;
ü переработки сырья и приготовления исходного полуфабриката - сырца, пригодного для обжига со вспучиванием;
ü обжига и охлаждения керамзита;
ü сортировки и при необходимости домола заполнителя;
ü складирования и выдачи готового продукта.
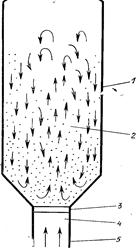
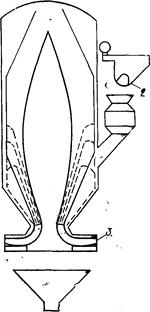
Основным оборудованием керамзитовых предприятий является оборудование для обжига. В настоящее время наибольшее распространение получил метод обжига керамзитового гравия в одно- и двухбарабанных вращающихся печах; кроме того, осваивается промышленное производство керамзитового гравия и песка в печах кипящего слоя.
Достоинством вращающихся печей как аппаратов для вспучивания глинистых пород является то, что они позволяют получать заполнитель, зерновой состав которого в основном соответствует требованиям к заполнителю при изготовлении легких бетонов. Поэтому после обжига, как правило, керамзит лишь сортируют и в отдельных случаях корректируют зерновой состав заполнителя. Тем самым в большинстве случаев сохраняется форма зерен и остается незатронутой дроблением их спекшаяся шероховатая поверхностная корка, отличающаяся более высокой прочностью, чем вспученная масса внутри. Это в значительной степени повышает строительные качества заполнителя и выгодно отличает его от аглопоритов, а также керамзитового щебня, получаемого при обжиге глинистого сырья на спекательных решетках с последующим дроблением спекшегося «пирога» на щебень.
Другое важное достоинство вращающихся печей состоит в том, что зерна материала в них вспучиваются в свободном объеме, не ограниченном стенками или неподвижной массой таких же зерен. Поэтому процесс может достигать самой высокой интенсивности, что позволяет получать весьма эффективные заполнители с объемным весом 200—500 кг/м3 при коэффициенте выхода 2-3, в то время как на спекательных решетках трудно получить заполнитель с объемным весом в куске менее 600 кг/м3.
К недостаткам вращающихся печей помимо их низкой тепловой экономичности относится трудность обжига в них глинистых пород, обладающих слабой, а иногда и средней склонностью к вспучиванию, а также пород с малым интервалом вспучивания. Такие породы склонны к слипанию и образованию крупных спекшихся, а иногда сплавленных конгломератов материала. Наоборот, спекательные решетки позволяют вести поризацию разнообразных глинистых пород, которые во вращающихся печах практически не вспучиваются. В то же время на спекательных решетках трудно обжигать хорошо вспучивающиеся глины вследствие резкого уменьшения при вспучивании межзерновых пустот, служащих для прососа воздуха.
Поэтому для обжига на спекательных решетках обычно рекомендуется использовать сырье с коэффициентом вспучиваний не выше 2-2,5, а для обжига во вращающихся печах -не ниже 2-2,5. Таким образом, оба эти метода обжига не столько конкурируют, сколько дополняют друг друга, позволяя использовать для изготовления керамзитовых заполнителей самые разнообразные по свойствам глинистые породы.
При обжиге керамзитового гравия во вращающихся печах важнейшим признаком для типизации керамзитового производства служат применяемые способы переработки сырья и приготовления полуфабриката. Опыт показал, что какого-либо универсального метода переработки глин и их грануляции в полуфабрикат, пригодный для вспучивания, не существует. Более того, способы изготовления полуфабриката, его размеры, форма, влажность и другие параметры могут и должны изменяться в зависимости от свойств употребляемого сырья.
Решающее значение при выборе способов изготовления полуфабриката имеют физические, главным образом структурно-механические свойства глинистых пород: плотность, однородность, влажность, пластичность, структура и т. п. Природные же разновидности глинистого сырья обладают самыми различными свойствами. Так, например, глины различных месторождений в естественном состоянии могут быть разрыхлены и увлажнены; иметь плотное строение и быть пластичными и также увлажненными; представлять собой окаменевшую, почти сухую породу, с крупноструктурным строением; быть камнеподобными с мелкочешуйчатой лепестковой сланцеватой структурой со склонностью к распаду на мельчайшие частички; являться переувлажненными и зыбкими и т. д.
Очевидно, что всякое однотипное решение при выборе способов, а также механизмов для переработки сырья и приготовления гранулированного полуфабриката из указанных глинистых пород будет нерациональным и практически нежизненным. Так, например, если окаменевшая глинистая порода, раздробленная на крошку соответствующих размеров, удовлетворительно вспучивается без всякой предварительной переработки, то, естественно, отпадает надобность в операциях размола, замачивания, грануляции или других приемах переработки. Многие однородные по составу пластичные хорошо вспучивающиеся глины после разрыхления на карьере при добыче также могут подаваться непосредственно на обжиг во вращающуюся печь, питателем которой служит простой гранулирующий механизм типа дырчатых вальцов. С другой стороны, увлажненные глины с пестрым неоднородным составом и строением требуют более сложной переработки, заключающейся в разрушении природной структуры, гомогенизации и последующей их грануляции.
Наконец, при использовании переувлажненных глин вполне целесообразно приготовлять из них соответствующей густоты шлам и подвергать его обжигу во вращающихся печах, где происходит самопроизвольное формирование гранул.
Из сказанного следует сделать вывод не только о возможности, но и технико-экономической целесообразности изменения приемов переработки глин в зависимости от свойств потребляемого сырья. В зависимости от технологических приемов переработки глинистых пород и приготовления гранулированного полуфабриката различают три способа производства керамзита: сухой, пластический и мокрый.
Эффективное использование разнообразных по свойствам и особенностям глинистых пород достигается как правильным выбором способов изготовления керамзита, так и применением в пределах выбранного способа минимального по количеству и надежного в работе оборудования, учитывающего качественную специфику исходного сырья.
Технологические схемы производства керамзита, включая рекомендации по оборудованию, выбирают на основании предварительных опытов и испытания сырья в лабораторных и заводских условиях.
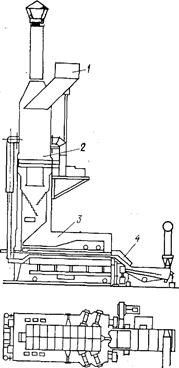
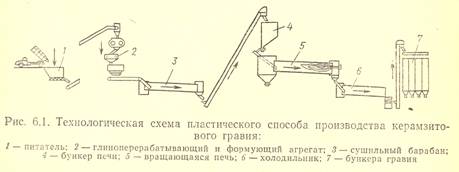
Пластический способ
Технологическая схема производства керамзита по пластическому способу включает следующие производственные операции: добычу глинистой породы; пластическую переработку увлажненного глинистого сырья и приготовление полуфабриката, пригодного для обжига со вспучиванием; обжиг полуфабриката на керамзит; охлаждение керамзита; сортировку и корректировку зернового состава керамзита; складирование и выдачу готового, продукта.
Пластический способ подготовки сырья и приготовления полуфабриката применяют при использовании увлажненных пластичных и рыхлых глинистых пород как однородного, так и неоднородного состава. При пластическом способе производства керамзита в глиняную массу могут вводиться добавки, повышающие склонность к вспучиванию исходного сырья, тогда как при сухом способе, когда полуфабрикат получают непосредственно из природной породы, это исключается.
Переработка вспучивающихся однородных глинистых пород по пластическому способу имеет целью их грануляцию в полуфабрикат определенной формы размером 7-25 мм в поперечнике. Более тщательной переработки такому сырью не требуется, так как оно уже самой природой гомогенизировано, и химико-минералогические составляющие в нем распределены равномерно. Это обстоятельство значительно упрощает изготовление гранулированного материала из подобного сырья.
Таким образом, технология обработки однородных глин сводится к их грануляции на упрощенных механизмах типа дырчатых и прессующих вальцов. При этом куски материала можно направлять непосредственно во вращающуюся печь на обжиг или сначала сушить в отдельных сушильных установках. Следует, однако, иметь в виду, что однородное керамзитовое сырье встречается крайне редко. Переработка неоднородных по составу глинистых пород по пластическому способу имеет целью разрушение природной структуры сырья, его гомогенизацию и изготовление полуфабриката с размером зерен в пределах примерно 7-20 мм в поперечнике, пригодного для обжига со вспучиванием во вращающихся печах.
Механизмы и оборудование для переработки и грануляции сырья выбирают в каждом отдельном случае в зависимости от склонности к вспучиванию и физико-механических свойств исходного сырья: влажности, плотности, вязкости, пластичности, однородности состава и т. п.
При этом необходимо учитывать, что основной задачей переработки неоднородного глинистого сырья по пластическому способу является тщательная его гомогенизация в целях разрушения природной структуры, равномерного распределения по всей массе химических и минералогических составляющих, влаги, а также твердых и жидких добавок, применяемых для интенсификации процессов образования керамзита и улучшения его качества.
Практикой производства керамзита установлено, что степень переработки глинистого сырья оказывает исключительно большое влияние на качественные показатели заполнителя - его объемный вес, прочность, водопоглощение, морозостойкость и т. п.. Чем однороднее глинистая масса и равномернее распределены в ней составляющие, влага и добавки, тем интенсивнее протекают физико-химические процессы при обжиге, равномернее поризация материала, мельче образующиеся поры, ниже объемный вес и выше прочность керамзита, меньше разброс качественных показателей готового продукта. Опыт показывает, что улучшением переработки глинистого сырья можно достигнуть снижения объемного веса керамзита, получаемого из ряда неоднородных по составу, особенно трудно перерабатываемых, уплотненных, плохо размокаемых глин, в 1,5-2 раза и настолько же повысить его относительную прочность.
Переработка глинистого сырья является комплексным мероприятием. Она начинается еще на карьере при добыче и кончается при формовании гранулированного сырца.
Прототипом упрощенного специального оборудования для переработки и грануляции разнотипных глинистых пород по пластическому способу являются перерабатывающие и формующие дырчатые вальцы, вальцы тонкого помола с расстоянием между валками до 1 мм и глиномешалки. Более сложными и металлоемкими являются бегуны и кирпичеделательные прессы.
Комплект механизмов для переработки и приготовления гранулированного полуфабриката может в основном состоять: для неоднородного по составу пластичного, рыхлого сырья из ящичного подавателя, вальцов грубого помола, глиномешалки, кирпичеделательного пресса или дырчатых вальцов, для неоднородного вязкого пластичного сырья - из ящичного подавателя, вальцов грубого помола, вальцов тонкого помола, глиномешалки, кирпичеделательного пресса или дырчатых вальцов. Если глинистое сырье из-за неоднородности состава, высокой вязкости, плотности и плохой размокаемости требует более тщательной переработки, гомогенизации, то дополнительно применяют перерабатывающие дырчатые вальцы или бегуны мокрого помола.
Похожие работы
... знать расход материалов (м3/ч), поэтому полученные значения расхода материалов (т/ч) целесообразно выразить в м3/ч, разделив каждый результат (т/ч) на насыпную плотность данного материала. Глина=1500 кг/м3=1,5 т/м3; Керамзит =500 кг/м3 =0,5т/м3; Добавка (лигносульфанаты)=0,7 т/м3; Вода=1000 кг/м3=1,0 т/м3. Для получения керамзита 11360,96 т/год (22721,92 м3/год) требуется: По массе: глины – ...

... песков. Для легких бетонов пригоден перлитовый песок с минимальной насыпной плотностью 200. Содержание пылевидных фракций в нем не должно превышать 10%. 5. Основные технологические процессы и оборудование Технология производства легких бетонов и изделий из них незначительно отличается от технологии изготовления изделий из обычных тяжелых бетонов. Для получения бетона высокого качества ...
... к уроку. 2. Повторение пройденного материала – (7 мин.): 2.1. Проверка знания материала прошлого занятия. 3. Изучение нового материала – (15 мин.) 3.1. Краткие сведения по технологии изготовления каминов. 3.2. Закрепление материала. 4. Вводный инструктаж – (15 мин.): 4.1. Показ трудовых приемов. 4.3. Демонстрация. 5. Этап применения нового материала (20 мин.): 5.1. Проверить организацию ...
... основных минерала и небольшое количество стеклообразного вещества. Как видно из таблицы, портландцементный клинкер в основном (на 60...80%) состоит из силикатов кальция, из-за чего портландцемент также называют силикатным цементом. Для получения портландцемента клинкер размалывают в трубных или шаровых мельницах с гипсом и другими добавками. Свойства портландцемента зависят от его минерального ...
0 комментариев