Расчетная часть
Расчет месячных норм выработки на операциях техпроцесса
Расчет числа рабочих мест на операциях переменно-поточной
Операция №2 «Вырезка замка»
Расчет норм обслуживания и численности рабочих к
Операции №3 – №6 на участке станков-автоматов
Операция №2 «Вырезка замка»
Операции №3 – №6 на участке станков-автоматов
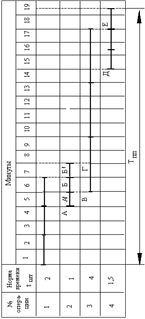
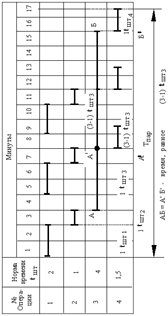
Расчет эпюр межоперационных заделов для детали №2
Навигация
Операция №2 «Вырезка замка»
Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
31384
знака
14
таблиц
0
изображений
2.6.1.2 Операция №2 «Вырезка замка»
Рассчитываем свободное машинное время ![]() по формуле:
по формуле:
![]()
![]()
Затем определяем время занятости одного рабочего на одном станке:
![]()
![]()
Необходимое число действующих станков на второй операции ПЛ рассчитывается по формуле:
![]() (6)
(6)
где ![]() – свободное машинное время;
– свободное машинное время; ![]() – продолжительность рабочей смены, 480 мин;
– продолжительность рабочей смены, 480 мин; ![]() = 0,95 – коэффициент использования фонда времени работы станка;
= 0,95 – коэффициент использования фонда времени работы станка; ![]() – сменная норма выработки на второй операции для деталей.
– сменная норма выработки на второй операции для деталей.
![]()
![]()
Рассчитаем предварительную норму обслуживания ![]() :
:
![]()
![]()
Рассчитаем число действующих станков, соответствующих окончательно выбранной и обоснованной норме ![]() :
:
![]()
![]()
Коэффициент занятости рабочего в течение цикла многостаночного обслуживания рассчитывается по формуле:
![]()
![]()
Как видно из таблицы 10 на рассматриваемой операции для детали №1 установлено 3 станка. Следовательно, численность рабочих на этой операции М = 2 человека, 1 человек будет обслуживать 2 станка (![]() ) и 1 человек – 1 станок (
) и 1 человек – 1 станок (![]() ).
).
Коэффициент занятости рабочего при обслуживании 1 станка ![]() . Число действующих станков при этой норме обслуживания
. Число действующих станков при этой норме обслуживания ![]() (рассчитано с использованием данных курсовой работы).
(рассчитано с использованием данных курсовой работы).
Следовательно, 2 человека на рассматриваемой операции обеспечат действие следующего количества станков: 1,41 × 1 + 0,7 × 1 = 2,11 станка. Поскольку ![]() , то численность рабочих М = 2 человека с нормами обслуживания
, то численность рабочих М = 2 человека с нормами обслуживания ![]() и
и ![]() станок удовлетворяет требованиям производительности операции. Коэффициенты занятости рабочих не превышают нормативных значений
станок удовлетворяет требованиям производительности операции. Коэффициенты занятости рабочих не превышают нормативных значений![]() .
.
Следовательно, нормы обслуживания ![]() и
и ![]() станок удовлетворяют нормативным требованиям, как по производительности, так и по занятости рабочих.
станок удовлетворяют нормативным требованиям, как по производительности, так и по занятости рабочих.
2.6.1.3 Операции №3 – №6 на участке станков-автоматов
На участке станков-автоматов процесс обслуживания оборудования носит нециклический характер. Это означает, что любой рабочий может обслужить любой станок. Постоянного закрепления рабочих за определенными операциями нет, обслуживание осуществляется по мере необходимости. Рабочие выполняют следующие вида работ: замена заготовок, инструмента, мелкий ремонт станка, наладка станка, активное наблюдение. Форма организаций труда – бригадная, при которой достигается минимальная численность рабочих на участке.
Распределение времени работы станков-автоматов за период комплектования оборотного задела осуществляется так, чтобы была достигнута наиболее равномерная загрузка рабочих во времени.
Используя методику расчета норм обслуживания и численности для нециклических процессов, рассчитаем численность рабочих обслуживающих станки-автоматы.
Необходимое число действующих станков (данные таблицы 9):
![]()
Число установленных станков на участке станков-автоматов (данные таблицы 10) ![]() .
.
Используя данные курсовой работы, находим минимальную численность рабочих на участке станков-автоматов. Для ![]() ,
, ![]() и
и ![]() определяем М = 4 чел.
определяем М = 4 чел.
Коэффициент занятости четверых рабочих рассчитывается по формуле:
 .
.
В нашем случае  .
.
Таким образом, численность рабочих М = 4 удовлетворяет как требованиям производительности, так и нормативу занятости.
Похожие работы
... метода с применением теории графов, а также с помощью «булевой» алгебры. 1.3 ПРИНЦИПЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ВО ВРЕМЕНИ Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Степень ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...
... – условно-годовая экономия или ожидаемая прибыль от снижения себестоимости продукции. 2. Общие положения по выполнению и оформлению курсовой работы Курсовая работа по дисциплине «Организация производства и менеджмент» выполняется студентами 5-го курса очной формы обучения и 6-го курса вечерней и заочной форм обучения специальности 150102 «Металлообрабатывающие станки и комплексы». В ...
... за использованием оборудования и рабочих. · Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта. Таким образом, можно отметить выбор ЗАО «АТС-Сокол» однопредметных непрерывно-поточных линий оправдан и экономически целесообразен, поскольку продолжительность каждой сборочной операции равна такту перемещения деталей по ...
0 комментариев