Расчетная часть
Расчет месячных норм выработки на операциях техпроцесса
Расчет числа рабочих мест на операциях переменно-поточной
Операция №2 «Вырезка замка»
Расчет норм обслуживания и численности рабочих к
Операции №3 – №6 на участке станков-автоматов
Операция №2 «Вырезка замка»
Операции №3 – №6 на участке станков-автоматов
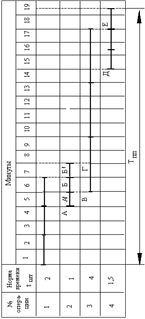
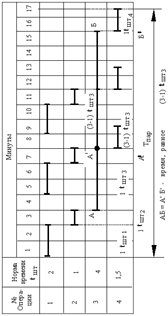
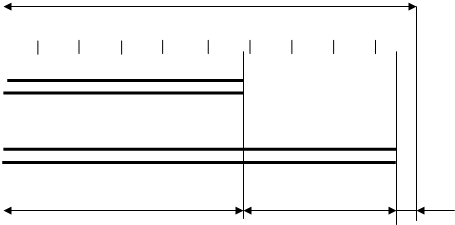
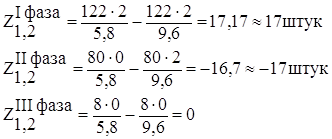
Расчет эпюр межоперационных заделов для детали №2
Навигация
Расчет месячных норм выработки на операциях техпроцесса
Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
31384
знака
14
таблиц
0
изображений
2.2 Расчет месячных норм выработки на операциях техпроцесса
Поскольку производственный участок работает в две смены при 22 рабочих днях в месяце, то месячный выпуск годных деталей определяется по формуле:
![]() ,
,
Здесь j – номер детали. Значения ![]() берутся из таблицы 1.
берутся из таблицы 1.
![]() сотни штук в месяц.
сотни штук в месяц.
![]() сотни штук в месяц.
сотни штук в месяц.
![]() сотни штук в месяц.
сотни штук в месяц.
После расчета значений ![]() –
– ![]() определяются нормы выработки на каждой операции техпроцесса:
определяются нормы выработки на каждой операции техпроцесса:
![]() ,
,
где – коэффициент неизбежных технологических потерь. Соответствующие значения коэффициента даны в таблице 4.
Результаты расчета по всем трем деталям сведены в таблице 8.
Таблица 8
Месячные нормы выработки ![]() на операциях, сотни штук
на операциях, сотни штук
| № опер. | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Дет. 1 | 2218,03 | 2069,31 | 2056,45 | 1999,53 | 1898,55 | 1885,70 | – |
| Дет. 2 | 3643,62 | 3464,64 | 3445,46 | 3378,34 | 3250,49 | 3237,71 | – |
| Дет. 3 | 3710,08 | 3470,72 | 3440,8 | 3368,99 | 3231,36 | 3228,37 | 3165,54 |
По табл. 8 определяются не только нормы выработки на каждой операции техпроцесса с учетом технологических потерь на них, но и программы запуска деталей в обработку ![]() .
.
Так, программа запуска по детали №1: ![]() = 2218,03 сотни штук, программа запуска по детали №2:
= 2218,03 сотни штук, программа запуска по детали №2: ![]() = 3643,62 сотни штук, программа запуска по детали №3:
= 3643,62 сотни штук, программа запуска по детали №3: ![]() = 3710,08 сотни штук.
= 3710,08 сотни штук.
2.3 Распределение общего фонда времени работы поточной
линии по обрабатываемым деталям
Фонд времени для детали i–го наименования определяется по формуле:
![]() , (2)
, (2)
где F = 352 час – месячный общий фонд времени работы поточной линии (ПЛ); η = 0,068 – коэффициент, учитывающий время на переналадку ПЛ в течение месяца; ![]() – общая трудоемкость изготовления детали i-го наименования (значения
– общая трудоемкость изготовления детали i-го наименования (значения ![]() подсчитаны в таблицах 5 – 7, значения
подсчитаны в таблицах 5 – 7, значения ![]() – во второй колонке табл. 8.)
– во второй колонке табл. 8.)
![]()
![]()
![]()
После расчета ![]() делается проверка – должно выполняться равенство:
делается проверка – должно выполняться равенство:
![]()
![]()
![]()
2.4 Расчет частных тактов работы переменно-поточной линии
Частный такт ПЛ для детали i-го наименования рассчитывается по формуле:
 (3)
(3)
![]()
![]()
![]()
Такт ![]() рассчитывается в мин/100 штук деталей. Далее определяется число рабочих смен, в течение которых будут выпускаться детали i-го наименования с частным тактом
рассчитывается в мин/100 штук деталей. Далее определяется число рабочих смен, в течение которых будут выпускаться детали i-го наименования с частным тактом ![]() .
.
![]() , (4)
, (4)
где ![]() – число рабочих смен; 8 – продолжительность рабочей смены, час.
– число рабочих смен; 8 – продолжительность рабочей смены, час.
![]()
![]()
![]()
После расчетов по формуле (4) делается проверка – должно выполняться равенство: ![]() смена.
смена.
![]()
Поточная линия работает в течение месяца 44 смены, однако 3 рабочие смены затрачиваются на переналадку оборудования при переходе с одного частного такта на другой. Действительно ![]() часа или 3 смены. Остается для выпуска продукции 41 рабочая смена.
часа или 3 смены. Остается для выпуска продукции 41 рабочая смена.
Похожие работы
... метода с применением теории графов, а также с помощью «булевой» алгебры. 1.3 ПРИНЦИПЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ВО ВРЕМЕНИ Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Степень ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...
... – условно-годовая экономия или ожидаемая прибыль от снижения себестоимости продукции. 2. Общие положения по выполнению и оформлению курсовой работы Курсовая работа по дисциплине «Организация производства и менеджмент» выполняется студентами 5-го курса очной формы обучения и 6-го курса вечерней и заочной форм обучения специальности 150102 «Металлообрабатывающие станки и комплексы». В ...
... за использованием оборудования и рабочих. · Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта. Таким образом, можно отметить выбор ЗАО «АТС-Сокол» однопредметных непрерывно-поточных линий оправдан и экономически целесообразен, поскольку продолжительность каждой сборочной операции равна такту перемещения деталей по ...
0 комментариев