Навигация
Совершенствование конструкции торцевых фрез
21778
знаков
0
таблиц
5
изображений
Министерство Образования Российской Федерации
Тольяттинский Государственный Университет
Кафедра “Технология машиностроения”
Отчет по научно-исследовательской работе на тему:
«Совершенствование конструкции торцевых фрез»
Студент: Колеконова Ю.Н.
Группа: ТМ-402
Научный руководитель: Логинова Л.А.
Преподаватель: Бобровский А.В.
Тольятти, 2006
УДК 530
Аннотация
Колеконова Ю.Н. Совершенствование конструкции торцевой фрезы. Отчет по научно-исследовательской работе. Тольятти: ТГУ, 2006 г.
Отчет по научно-исследовательской работе – 21 стр.
Так как развитие современного машиностроения предъявляет новые требования к современному режущему инструменту, к разработке более экономичных технологий его производства. В данной работе обсуждается проблема совершенствования конструкции торцевых фрез. Предлагаются новые современные методы решения классической задачи совершенствования конструкции торцевых фрез.
Описываются современные методы и алгоритмы, используемые при решении данной задачи.
Содержание
Введение
1. Изучение описанных в литературе усовершенствований
Описание объекта, выявление недостатков
Цель усовершенствования
Алгоритм проведения научных исследований и устранение недостатков
Описание усовершенствованного объекта
2. Совершенствование торцовой фрезы
Заключение
Список используемой литературы
Введение
Рост требований к качеству выпускаемой продукции определяет необходимость повышения качества отдельных деталей. Это увеличивает долю чистовых операций в общей трудоемкости изготовления деталей, что объясняется также уменьшением припусков на обработку за счет использования таких современных методов получения заготовок, как литье под давлением, изготовление деталей из металлопорошков, прокатка точных профилей и т. д. Поэтому особое внимание необходимо уделять повышению качества и эффективности чистовой и получистовой обработки чугунов и закаленных сталей.
В последнее время широкое распространение получили методы окончательной обработки плоских поверхностей чистовыми торцовыми фрезами. Это объясняется тем, что фрезерование, по сравнению со шлифованием, характеризуется более высокой производительностью и размерной стойкостью инструмента и обеспечивает меньшее количество дефектов поверхностного слоя. Обработке подлежат ответственные детали машин, высокоточного оборудования, металлорежущих станков и т. п. Работоспособность таких деталей требует обеспечения необходимой контактной жесткости и износостойкости соединений, поэтому они должны иметь минимальные отклонения от плоскостности и необходимую шероховатость поверхности.
При конструировании торцовых фрез часто не учитываются особенности финишной обработки — резания с малыми толщинами среза, неудовлетворительно решаются вопросы полного участия режущих элементов в резании и возобновления режущей способности фрез. Это приводит к повышенной динамике процесса фрезерования и не позволяет полностью реализовать уникальные режущие свойства.
Проектирование торцовых фрез является многовариантной задачей, при этом отсутствуют четкие критерии их рациональной конструкции. В настоящей научной работе рассматриваются некоторые направления совершенствования конструкций фрез.
1 Описание торцевой фрезы
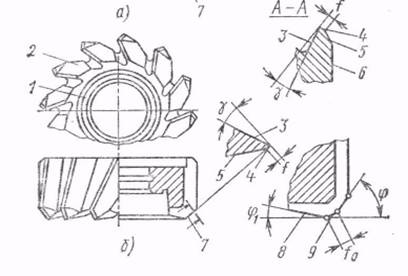
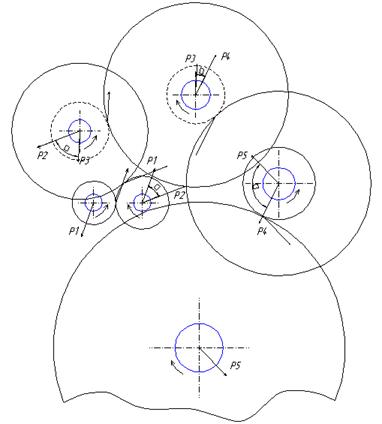
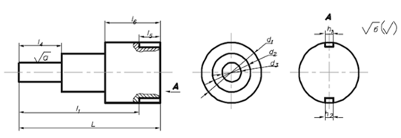
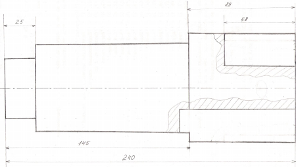
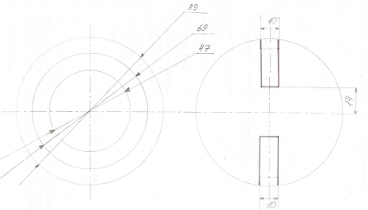
Торцовая фреза кроме главной режущей кромки 7 у зуба фрезы имеет вспомогательную режущую кромку 8 и переходную 9 шириной f0. главный угол φ в плане торцовой фрезы измеряют между проекцией главной режущей кромки зуба на осевую плоскость и направлением подачи. Вспомогательный угол φ1 в плане составляет 5—10°. Чем он меньше, тем меньше шероховатость обрабатываемой поверхности. Переходная режущая кромка повышает прочность режущей части зуба. Главный передний и главный задний углы измеряют в плоскости, перпендикулярной проекции главной режущей кромки зуба на осевую плоскость.
В результате обратного мозгового штурма выявляем следующие основные недостатки торцовых фрез:
1. Во время работы фрезы на передней поверхности зуба в середине контактных площадок образуются продольные трещины, перпендикулярные к режущей кромки. По мере работы фрезы эти трещины увеличиваются, распространяясь на заднюю поверхность зуба. Высокие температуры на контактных площадках. Высокая амплитуда колебаний за время рабочего и холостого ходов. Низкая эффективность. Высокая себестоимость.
2. Периодическое изменение сил резания при фрезеровании представляет собой источник внешних воздействий на технологическую систему и приводит к нежелательным вынужденным колебаниям последней. Наряду с этим вследствие регенерации вибрационных волн на поверхностях резания, последовательно образуемых зубьями фрезы в процессе удаления припуска, возникают автоколебания.
3. Сложность эксплуатации при высоких скоростях резания. Низкая точность обработки. Большая шероховатость обрабатываемой поверхности. Большие силы резания.
В дальнейшем применим различные методы технического творчества для устранения выявленных недостатков, проведём исследования и сделаем выводы об эффективности усовершенствованной фрезы.
2 Цель усовершенствования
Целью усовершенствования торцевой фрезы является повышение производительности, снижение себестоимости, увеличение стойкости инструмента, снижение уровня вибраций, увеличение качества и технологичности.
3 С целью устранения указанных выше недостатков применим алгоритм проведения научных исследований:
Устранение первого недостатка.
1. Описание ситуации приводящий к производственным исследованиям.
Фрезерование является одним из основных видов металлообработки. В настоящее время фрезы не обладают достаточной стойкостью, что приводит к удорожанию обработки. Данные научные исследования проводятся для увеличения стойкости фрез.
Административное противоречие: стойкость фрез не соответствует требованию производства.
2. Анализ ситуации.
В начале изнашивания фрез на передней поверхности зуба в середине контактных площадок образуются продольные трещины, перпендикулярные к режущей кромки. По мере работы фрезы эти трещины увеличиваются, распространяясь на заднюю поверхность зуба.
Техническое противоречие: увеличение качества материала фрезы приводит к увеличению стоимости инструмента.
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
... Sм: Sм = S0 x n = 0,4 x 993,057 = 397,222 об/мин 7) Расчет основного времени То: 10. Маршрутная технологическая карта Таблица 10.1 Маршрутный план обработки ступенчатого вала на автоматизированной линии. № операции Наименование и содержание Оборудование Приспособление Инструмент Схема базирования детали Вспомогательный Режущий Контрольно- ...
0 комментариев