Навигация
Разработка обобщенного технического решения. Формулировка технического противоречия
21778
знаков
0
таблиц
5
изображений
3. Разработка обобщенного технического решения. Формулировка технического противоречия.
Для увеличения производительности режущие кромки зубьев за единицу времени должны проходить большее расстояние по поверхности заготовки.
Физическое противоречие: перемещение фрезы для увеличения производительности должно быть быстрым; для выполнения условий точности перемещение фрезы должно быть медленным.
Идея: увеличить частоту вращения фрезы вместе с продольной подачей.
4. Поиск информации.
На основании изучения различных журналов: «Станки и инструменты», «Металлообработка», «Вестник машиностроения», «Машиностроитель» приходим к выводу, что при увеличении υ даже при пониженных значениях подачи на зуб повышается производительность фрезерования (так как возрастает минутная подача) и обеспечивается уменьшение шероховатости обработанной поверхности, силы резания и повышение точности обработки. При этом снижается уровень крутильных колебаний, существенно меньше становится влияние механического удара на процесс изнашивания режущих пластин, резко сокращается число сколов и выкрашиваний, износ стабилизируется, стойкость фрезы возрастает. Кроме того, существенно уменьшается тепловое циклическое воздействие на режущие кромки, так как за период холостого пробега спад температуры приконтактного слоя режущего клина незначителен, что также способствует уменьшению интенсивности и стабилизации процесса изнашивания режущих кромок.
5. Выбор конкретного технологического решения.
Увеличим частоту вращения фрезы в 10-20 раз, подачу на зуб оставим прежней.
6. Формирование научных целей и задач.
В ходе эксперимента проведем исследования влияния частоты вращения фрезы на производительность фрезерования и качество поверхности заготовки.
7. Формирование исходной гипотезы.
На основании выработанной теории предположим, что при увеличении скорости резания в 15 раз производительность увеличится соответственно, при этом качество поверхности заготовки не изменится.
8. Анализ результатов проведенных исследований.
Результаты высокоскоростного фрезерования показали, что ранее выдвинутая гипотеза подтвердилась, т. е. увеличение производительности фрезерования не ухудшает качество обработки.
9. Объяснение результатов.
М → Ф = Г
Обнаружен механизм, который объясняет полученные факты, а эти факты соответствуют выдвинутой ранее гипотезе. Этот вариант свидетельствует о высокой квалификации исследований и высоких полученных результатов.
10. Формирование выводов.
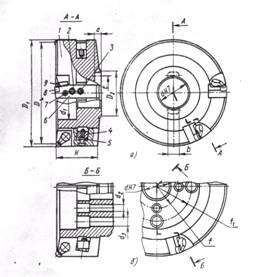
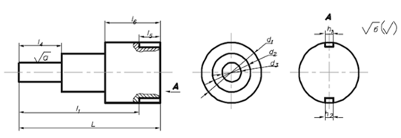
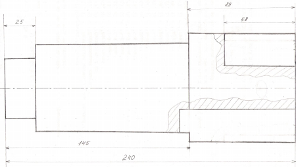
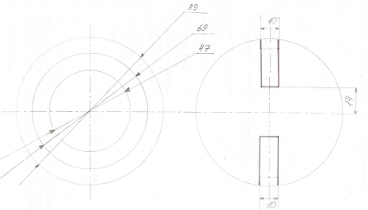
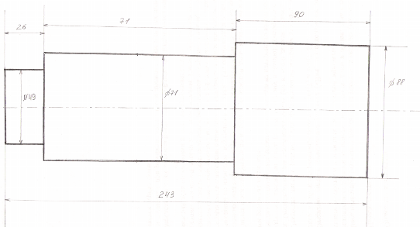
Для устойчивой и надёжной работы на высоких частотах фрезы должны изготавливаться кассетными, как показано на рисунке. При высокоскоростном фрезеровании подача на зуб и на оборот фрезы не изменилась, поэтому резкое увеличение производительности не сказалось на качестве обработки. Предложенная конструкция фрезы позволяет использовать один и тот же корпус для фрез разного назначения, применяемых на специальных скоростных станках, автоматических линиях, станках с ЧПУ, многоцелевых станках, входящих в состав ГПС. Использование таких фрез позволяет унифицировать режимы резания чугунов и термически необработанных сталей, что важно на обработки на станках с ЧПУ.
4 Описание усовершенствованного объекта Для устранения одновременно нескольких недостатков необходимо совершенствование конструкции торцовой фрезы.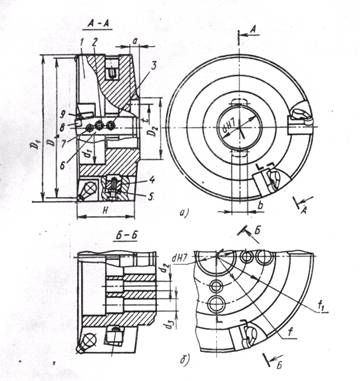 Фреза отличается тем, что имеет конструкцию кассетной регулируемой торцевой фрезы оснащенной пластинами круглой и квадратной формы с многослойным покрытием TiN - Ti CN – TiN и обработка ведётся на скоростях в 10-20 раз больших, чем применялись ранее для увеличения стойкости инструмента и производительности; для устранения вынужденных автоколебаний системы, зубья фрезы имеют равномерный шаг, но различную жесткость в направлении, перпендикулярном к их опорным поверхностям (см. рисунок). Предложенная конструкция торцевой фрезы позволяет существенно повысить производительность фрезерования, обеспечивается уменьшение шероховатости обработанной поверхности, силы резания и повышение точности обработки. При этом снижается уровень крутильных колебаний, существенно меньше становится влияние механического удара на процесс изнашивания режущих пластин, резко сокращается число сколов и выкрашиваний, износ стабилизируется, стойкость и надежность фрезы возрастает. Кроме того, существенно уменьшается тепловое циклическое воздействие на режущие кромки, так как за период холостого пробега спад температуры приконтактного слоя режущего клина незначителен, что также способствует уменьшению интенсивности и стабилизации процесса изнашивания режущих кромок.
Все это позволяет использовать такие фрезы в автоматизированном производстве и значительно уменьшает себестоимость механической обработки.
Фреза отличается тем, что имеет конструкцию кассетной регулируемой торцевой фрезы оснащенной пластинами круглой и квадратной формы с многослойным покрытием TiN - Ti CN – TiN и обработка ведётся на скоростях в 10-20 раз больших, чем применялись ранее для увеличения стойкости инструмента и производительности; для устранения вынужденных автоколебаний системы, зубья фрезы имеют равномерный шаг, но различную жесткость в направлении, перпендикулярном к их опорным поверхностям (см. рисунок). Предложенная конструкция торцевой фрезы позволяет существенно повысить производительность фрезерования, обеспечивается уменьшение шероховатости обработанной поверхности, силы резания и повышение точности обработки. При этом снижается уровень крутильных колебаний, существенно меньше становится влияние механического удара на процесс изнашивания режущих пластин, резко сокращается число сколов и выкрашиваний, износ стабилизируется, стойкость и надежность фрезы возрастает. Кроме того, существенно уменьшается тепловое циклическое воздействие на режущие кромки, так как за период холостого пробега спад температуры приконтактного слоя режущего клина незначителен, что также способствует уменьшению интенсивности и стабилизации процесса изнашивания режущих кромок.
Все это позволяет использовать такие фрезы в автоматизированном производстве и значительно уменьшает себестоимость механической обработки.
1. Совершенствование торцовой фрезы
Благодаря изучению большого объёма литературы по фрезам, в частности по торцовой фрезе, нам стали ясны главные недостатки процесса фрезерования, мы ознакомились с направлениями совершенствования этого процесса. В этой части исследовательской работы попытаемся применить полученные знания для модернизации фрезы, устранения её главных недостатков.
Алгоритм выявления противоречий
1. Выявление административного противоречия.
Описание технической системы дано ранее.
Главным недостатком ТС является низкая стойкость зубьев фрезы.
Проблема: необходимо увеличить стойкость зубьев.
Административное противоречие: низкая стойкость зубьев фрезы; стойкость необходимо увеличить.
2. Выявление технического противоречия.
Конфликтующей парой в данной ТС являются: изделие – обрабатываемый материал, и инструмент – зуб фрезы, который осуществляет обработку.
Полезное свойство ТС: система обеспечивает большой съём материала – высокая производительность. При решении ТЗ напрямую (например уменьшить глубину резания), ПС ТС теряется.
Техническое противоречие: изделие должно обладать полезным свойством: значительной глубиной снимаемого слоя; при этом зубья фрезы активно изнашиваются.
3. Выявление физического противоречия.
В качестве изменяемого объекта выберем зуб фрезы, так как его изменить легче, чем обрабатываемый материал.
ИКР: зуб фрезы в процессе работы должен снимать большой слой материала, при этом изнашивающее воздействие на него должно быть незначительным.
Дефектным элементом изменяемого объекта – зуба является режущая кромка, которая не соответствует требованиям ИКР и изнашивается.
Для уменьшения износа зуба удельная нагрузка на режущую кромку должна быть небольшой, т.е. длина кромки должна быть увеличена.
Для обеспечения большой глубины резания при сравнительно малых силах сопротивления режущая кромка должна быть малой длины.
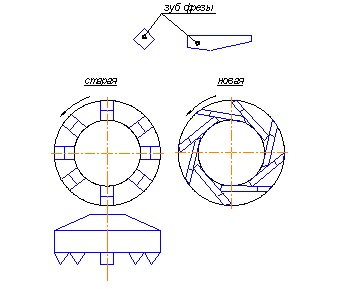
Физическое противоречие: режущая кромка должна быть короткой и длинной.
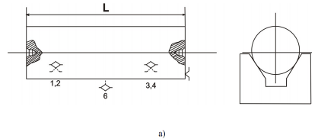
Для решения данной технической задачи применим метод технического творчества – разделение противоречий в пространстве. Изготовим фрезу, оснащённую зубьями, как показано на рисунке. Как видно из рисунка, параметры срезаемого слоя не изменились, т.е. силы резания остались на прежнем уровне. При этом длина режущей кромки, с которой контактирует материал, значительно увеличена. Поэтому на единицу рабочей поверхности зуба приходится меньшая нагрузка и износ её значительно уменьшается.
При явном недостатке – увеличении затрат на материал зубьев, скажущемся на увеличении себестоимости изделия, предполагается достигнуть следующего положительного эффекта:
- Увеличение стойкости инструмента за счёт снижения удельной нагрузки на режущую кромку зуба.
- Снижение уровня вибраций фрезы за счёт того, что на момент выхода из контакта с обрабатываемой поверхностью одного зуба, в контакт уже входит следующий зуб; при этом зубья начинают резать не сразу на всю глубину, а постепенно увеличивая глубину по мере вхождения зуба в обрабатываемый материал.
- Снижение температуры в зоне резания, снижение негативного термического воздействия на инструмент за счёт увеличения зоны контакта зуба и детали.
- Облегчённое удаление стружки из зоны резания за счёт того, что режущие пластины новой фрезы работают, как центробежный насос, создавая сильный разбрасывающий поток воздуха по периферии фрезы.
- Увеличение надёжности крепления режущих пластин в корпусе фрезы за счёт увеличения размеров крепёжной поверхности; при резании силы сопротивления не стремятся вывернуть зуб из фрезы, как ранее, а наоборот, прижимают пластины к корпусу, повышая тем самым надёжность крепления.
Всё вышеперечисленное в случае опытного подтверждения позволяет существенно усовершенствовать процесс фрезерования, увеличить скорости обработки, увеличит стойкость инструмента тем самым снижая себестоимость всего процесса.
Заключение
В результате проделанной работы мы познакомились на практике с основными методами научных исследований, применили их к объекту техники – торцовой фрезе и в результате получили несколько технических решений, устраняющих определённые недостатки исходного объекта.
На основании полученных знаний и навыков стало возможным применять методы научных исследований во всех сферах техники и технологии, совершенствовать объекты и процессы проектирования и производства.
Список используемой литературы 1. Автоматизация производства режущего инструмента./И.А. Ординарцев, Г.В. Рименко.: Учебник для вузов. – Л.: Машиностроение, 1972 г. 2. Механическая обработка материалов./А.М. Дальский, В.С. Гаврилюк, Л.Н. Бухаркин и др.: Учебник для вузов. – М.: Машиностроение, 1981 г. 3. Журнал «Станки и инструменты». 4. Журнал «Металлообработка». 5. Журнал «Вестник машиностроения». 6. Журнал «Машиностроитель».
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
... Sм: Sм = S0 x n = 0,4 x 993,057 = 397,222 об/мин 7) Расчет основного времени То: 10. Маршрутная технологическая карта Таблица 10.1 Маршрутный план обработки ступенчатого вала на автоматизированной линии. № операции Наименование и содержание Оборудование Приспособление Инструмент Схема базирования детали Вспомогательный Режущий Контрольно- ...
0 комментариев