Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110
Зубчатое колесо главного привода печи кальцинации 4,5х110
Структура механо-службы, правовые обязанности механика
Для производства работ цех заказчик составляет наряд-заказ на производство работ с указанием в счет, каких работ будет производиться ремонт
Мойка деталей
Охрана труда и техника безопасности
Организация рабочего места слесаря-ремонтника
Навигация
Текущий ремонт трубчатой вращающейся печи кальцинации
Текущий ремонт трубчатой вращающейся печи кальцинации
65648
знаков
11
таблиц
6
изображений
Введение
Структура глиноземного предприятия на примере Ачинского глиноземного комбината представлена на схеме.
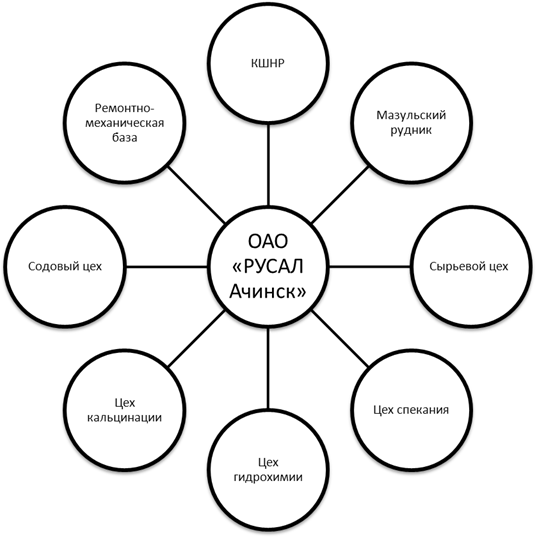
Рисунок 1 – Структура глиноземного комбината
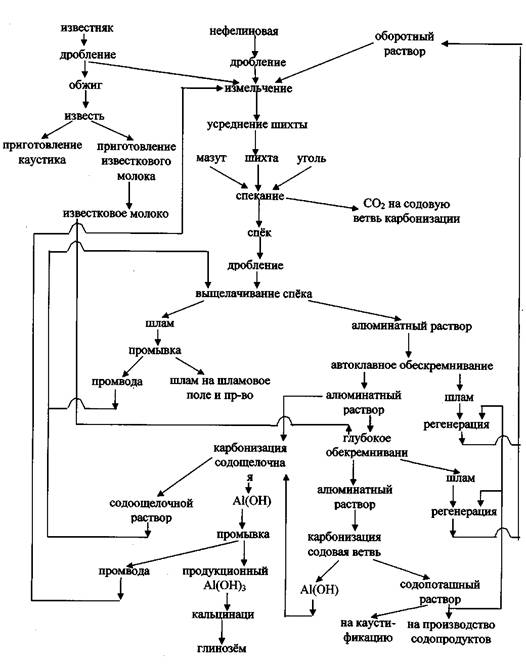
Рисунок 2 – Схема получения глинозема
Нефелиновая руда и известняк поступает в сырьевой цех (в отделения приготовления руды, дробления известняка, приготовления руды и каустификации). В цех спекания печное отделение приготовленная шихта поступает из отделения приготовления шихты. После процесса спекания спек перемещается в отделение дробления спека, от куда поступает в отделение выщелачивания цеха гидрохимии. Полученный алюминатный раствор перемещают в отделение обескремнивания. Сюда же из сырьевого цеха отделения каустификации поступает известковое молочко. Из отделения обескремнивания алюминатный раствор перемещают в отделение карбонизации, где раствор подвергается разделению на гидрат алюминия (Al (OH)3) и содовый раствор, который перемещают в содовый цех для дальнейшей переработки.
На глиноземном предприятии окончательное получение глинозема осуществляется в цехе кальцинации.
Гидроксид алюминия из отделения карбонизации цеха гидрохимии поступает в цех кальцинации и через приемный бункер ленточным конвейером, с помощью шнекового питателя по наклонной трубе подается в барабанную печь кальцинации . Которая работает по принципу противотока, то есть на встречу гидроокиси алюминия движутся дымовые газы, полученные от сжигания топлива.
Дымовые газы на выходе из печи подвергаются трех - стадийной очистке:
I стадия – очистка в пылеосадительной камере;
II стадия – в батарейных циклонах ;
III стадия – электрофильтрами, куда дымовые газы подается с помощью дымососа.
После III стадии очищенные дымовые газы через дымовую трубу направляются в атмосферу. Уловленная полезная пыль с помощью шнекового питателя по-новой подается в печь. Полученный глинозем на выходе из печи кальцинации подвергается охлаждению в ОАО "РУСАЛ Ачинск" в холодильниках кипящего слоя (на аппаратурно-технологической схеме в барабанной холодильнике). Затем охлажденный глинозем перемещается в силоса.
Трубчатые вращающиеся печи являются универсальными, они используются во многих технологических процессах подготовки металлургического сырья для плавки. В алюминиевой промышленности трубчатые печи служат основными агрегатами для спекания бокситовых и нефелиновых шихт, а также для кальцинации глинозема. По устройству и принципу действия, трубчатые печи одинаковы и отличаются одна от другой только размерами и конструктивным исполнением отдельных частей, что обусловлено главным образом технологическими требованиями. Обжиг – подготовительный процесс для плавки рудного сырья.
В ОАО "РУСАЛ Ачинск" в цехе кальцинации установлена вращающаяся печь кальцинации ф4,5м х 110м предназначена для прокалки гидрата окиси алюминия.
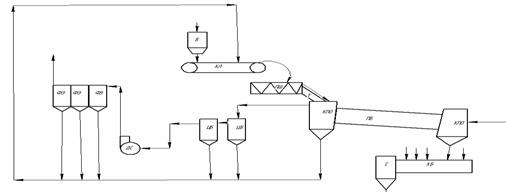
Рисунок 3 – Аппаратурно-технологическая схема цеха кальцинации ОАО "РУСАЛ Ачинск"
| Обозначение | Название оборудования |
| Б | Бункер |
| КЛ | Конвейер ленточный |
| ПШ | Питатель шнековый |
| Т | Труба |
| ПБ | Печь барабанная |
| КПО | Камера пылеосадительная |
| ЦБ | Циклон батарейный |
| ДС | Дымосос |
| ФЭ | Электрофильтр |
| ХБ | Холодильник барабанный |
| С | Силоса |
1 Общая часть
1.1 Назначение устройство и принцип работы трубчатой вращающейся печи кальцинации 4.5x110
Вращающаяся печь 4.5x110 предназначена для прокалки гидрата окиси алюминия.
Печь устанавливается на пять опор с уклоном к горизонту 2°. Для фиксации наклонного положения в осевом направлении на одной из ее опор установлены контрольные ролики. Вращение печи осуществляется от привода расположенного у четвертой опоры, считая с горячего конца. Отходящие газы из холодного конца печи при t = 250°С проходят три стадии очистки (пылевая камера, батарейные циклоны, электрофильтры) и выбрасываются в дымовую трубу. Глинозем после печи поступает в холодильник кипящего слоя, где охлаждается до t = 80-100°С.
Вращающаяся печь 4.5x110 состоит из следующих основных узлов: вращающегося барабана, загрузочной головки, разгрузочной головки, опорных станций, привода.
Вращающийся барабан представляет собой сварную конструкцию. Барабан печи изготавливают из углеродистой стали марки Ст3 или М16С. Барабан сваривают из отдельных обечаек. Торцы их тщательно разделывают – обрабатывают на станке, так как от качества разделки зависит трудоемкость и точность сборки барабана. Для усиления жесткости и прочности барабана в местах посадки бандажей и зубчатого венца устанавливают дополнительные обечайки жесткости. Барабан должен быть достаточно жестким, чтобы сохранить в процессе работы форму правильного цилиндра. При малейшем искривлении оси цилиндра резко возрастает напряжение в сечении барабана и потребляемая мощность. Деформация барабана приводить к преждевременному разрушению футеровки. В горячей зоне барабан футеруется высокоглиноземистым кирпичом, а в холодной шамотным кирпичом.
На расстоянии шестнадцати метров от холодного конца печи в барабане установлены теплообменные устройства (пакеты, цепные завесы). Загрузочная головка сваривается из трех частей: нижней, средней и верхней. Сегменты уплотнения монтируются вокруг печи и прикрепляются к загрузочной головки чугунными полукольцами.
Разгрузочная головка состоит из двух частей: нижней и верхней. В остальном конструкция уплотнения аналогична конструкции загрузочной головки. При помощи бандажей барабан опирается на опорные ролики. Бандажи свободно "плавают" на бандажных пластинах, приваренных к барабану печи. От осевого смещения бандажи предохраняют сектора, которые приваривают вплотную к бандажу по корпусу барабана. Печь имеет четыре опорных и одну опорно-упорную станции. Опорная станция состоит из двух роликов, которые насаживаются на оси. вращающиеся в подшипниках скольжения.
Корпус подшипника опорного ролика чугунный, литой, с отверстиями в нижней части, для спуска масла, и уровнемера для контроля уровня смазки в подшипниках. К корпусу подшипника крепится крышка, которая в верхней части имеет люк для осмотра цапфы и заливки масла. Корпус подшипника крепится на сварной раме.
Выверяется корпус с помощью регулировочных винтов и гаек. Внутри корпуса находится сферический, пустотелый, стальной вкладыш с водяной рубашкой для охлаждения масла на ней устанавливается бронзовый вкладыш, который при помощи двух пластин и болтов крепится к нему.
На торцах оси опорного ролика расположено смазочное устройство в виде ковшей, которые черпают масло из масленой ванны при вращении и выливают его в желобок с отверстиями, откуда масло равномерно стекает на ось ролика.
Упорные ролики расположены по обе стороны опорно-упорного бандажа. Крепятся ролики на вертикальных осях, вращение происходит в радиально-упорном и упорном подшипниках. Смазываются упорные ролики от принудительной смазочной станции. Назначение упорных роликов - контролировать положение печи.
Вращающиеся печь имеет два привода: главный и вспомогательный. Каждый, из которых состоит из электродвигателя, тормозной муфты, редуктора и соединительной муфты. Главный редуктор трехступенчатый, вспомогательный двухступенчатый.
Цилиндрические колеса главного редуктора имеют шевронное зацепление. Валы вращаются в подшипниках качения.
Вспомогательный редуктор служит для прокрутки печи при ремонтах. На выходном вату главного редуктора находится соединительная втулочно-пальцевая муфта, которая соединяет с главным редукторам вал-шестерню. Вал-шестерня входит в зацепление с зубчатым венцом. Зубчатый венец присоединяется к барабану печи при помощи тангенциальных пластин. Смазка венцовой и вала-шестерни происходи методом погружения в масляную ванну.
Гидроокись алюминия с влажностью 12-14 % поступает из цеха гидрохимии в бункер над печью, из бункера пластинчатые питатели подают ее на шнековые смесители, а затем по течке самотеком гидроокись поступает в загрузочную головку печи. Из загрузочной головки материал поступает в зону сушки, где расположена насадка, для более полного теплообмена. После зоны сушки гидроокись проходит еще три технологические зоны: зона обезвоживания, зона прокалки и зона охлаждения. После чего она поступает в разгрузочную головку, а оттуда в холодильник кипящего слоя. Обработка материала происходит топочными газами по принципу противотока, что обеспечивает наиболее полную отдачу тепла.
1.2 Техническая характеристика трубчатой вращающейся печи кальцинации 4.5х 110
Основными параметрами печей являются: диаметр и длина барабана. Между ними установлена определенная зависимость, обусловленная технологическим процессом и конструкцией ![]() . В печах спекания глиноземного производства это отношение колеблется от 1:20 до 1:36
. В печах спекания глиноземного производства это отношение колеблется от 1:20 до 1:36
Таблица 1 – Техническая характеристика
| Диаметр барабана | 4,5 метра |
| Длина барабана | 110 метров |
| Производительность | 40 т/час |
| Влажность на выходе | 12-14% |
| Температура на входе | 500С |
| Температура на выходе | 1000-9000С |
| Угол наклона барабана | 20 |
| Число оборотов барабана | 1,6-1 мин-1 |
| Количество роликовых опор | 5 штук |
| Электродвигатель главный Тип ДСУо 74-8 | N=160кВТ;n=740мин-1 |
| Редуктор главный | i=86,4 |
| Электродвигатель вспомогательный Тип КРА 180 2/6 | N=140кВТ;n=975мин-1 |
| Редуктор вспомогательный | i=86,4 |
| Венец зубчатый | m=50мм, z=140 |
| Шестерня подвенцовая | m=50мм, z=27 |
0 комментариев