Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110
Зубчатое колесо главного привода печи кальцинации 4,5х110
Структура механо-службы, правовые обязанности механика
Для производства работ цех заказчик составляет наряд-заказ на производство работ с указанием в счет, каких работ будет производиться ремонт
Мойка деталей
Охрана труда и техника безопасности
Организация рабочего места слесаря-ремонтника
Навигация
Зубчатое колесо главного привода печи кальцинации 4,5х110
Текущий ремонт трубчатой вращающейся печи кальцинации
65648
знаков
11
таблиц
6
изображений
1.3.3 Зубчатое колесо главного привода печи кальцинации 4,5х110
Зубчатое колесо изготовлено из стали 25ХМ ГОСТ4543-71. При значительном износе зубьев и шпоночных пазов возможно восстановление зубьев либо их замена. Применительно к зубчатому колесу главного привода и зубчатому венцу печи кальцинации ф4,5мх110м, высокая долговечность данных деталей, является гарантом длительного срока службы.
1.4 Карта и схема смазки, требования предъявляемые к маслам
Надежность оборудования зависит от рационального выбора смазочных материалов, способов и режимов смазки, контроля и качества смазки Основной функцией смазочных материалов является уменьшение сопротивления трению и повышение износостойкости трущихся поверхностей. Кроме того, смазка выполняет дополнительные функции: отвод тепла от узлов трения, защита поверхностей от коррозии. Для смазки металлургического оборудования применяют следующие виды смазочных материалов: жидкие (минеральные масла), пластичные (смазки), твердые (смазки и смазочные покрытия), самосмазывающиеся материалы и металлоплакирующие.
Требования, предъявляемые к смазке.
Узлы металлургического оборудования работают в тяжелых условиях (большие нагрузки, высокие температуры, загрязнение абразивными материалами) поэтому к смазочным материалам предъявляют повышенные требования.
1. Для минеральных масел:
- обеспечение минимального износа к минимальной потере на трение;
- эффективный отвод тепла;
- хорошая жидкотекучесть (в интервале температур от +40 до -15°С). Для обеспечения свободного прокачивания по трубопроводам и свободного слива от узлов трения;
- высокая сопротивляемость термоокислению;
- способность легко отделятся от воды без образования с водой стойких не расслаивающихся эмульсий.
2 Для пластических смазок:
- обеспечение минимального износа к минимальной потере на трение;
- хорошая прокачиваемость по трубопроводам (в интервале температур от -10 до -180°С). Для обеспечения свободного прокачивания по трубопроводам и свободного слива от узлов трения;
- способность не подвергаться разложению под давлением до 20 МП, незначительно изменять свои свойства в процессе хранения и эксплуатации.
Классификация способов и систем смазки.
В зависимости от принципа подвода смазочных материалов к поверхностям и узлам трения при смазке минеральными маслами различают следующие способы:
1. Индивидуальный
Применяют для смазки отдельных узлов трения, когда подключение их к централизованным системам смазки затруднено. Смазку к узлам трения подают периодически под средством ручных шприцев через масленки.
2. Погружением
Масло из масленой ванны зацепляется колесом или паразитной шестерней и подносится к месту смазки.
3. Под давлением
Наиболее эффективный способ. Его применяют в ответственных машинах и механизмах. Осуществляют с помощью циркуляционных систем смазки. При смазке пластичными материалами.
4. Закладной
Заключается в заполнении узла трения смазкой при сборке или ремонте и невозможности смазывания узлов в процессе эксплуатации.
5. Централизованный
Применяют для одновременной смазки большого числа узлов трения.
В зависимости от вида или состояния смазочных материалов различают системы смазки. По характеру циркуляции смазочного материала системы смазки делят на проточные и циркуляционные.
І. Проточные
Смазочный материал подается к трущимся поверхностям периодически небольшими порциями, используется в работе один раз и в резервуары системы не возвращаются.
ІІ. Циркуляционные
Система состоит из резервуара для масла, двух насосов с электродвигателями, двух фильтров с приводами, теплообменника, трубопроводов и запорной арматуры Работа
Масло рабочим насосом через плавающую всасывающую трубку всасывается из резервуара и поступает в пластинчатые фильтры, откуда через маслоохладитель по напорному трубопроводу поступает к узлам трения. После смазки всех узлов трения масло самотеком по сливному трубопроводу возвращается в резервуар.
Централизованная система жидкой смазки
Предназначена для централизованной подачи дозированного количества смазки к узлам трения.
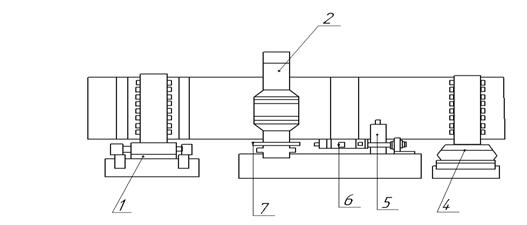
Рисунок 4 – Схема смазки печи кальцинации 4.5х110
1 – опорные ролики; 2 – узел подвенцовой шестерни (зацепления); 4 – упорный ролик; 5 – редуктор главный; 6 – редуктор вспомогательный; 7 – узел подвенцовой шестерни (подшипника).
Таблица 7 –Карта смазки печи кальцинации ф4,5мх110м
| Номер узла | Смазываемый узел | Количество узлов | Смазываемая точка | Количество точек | Способ смазки | Тип смазки | Расход смазочных материалов | ||||
| Лето | Зима | На залив, кг | |||||||||
| Емкость, кг | Продолжительность в год | Годовой расход | |||||||||
| одной точки | всех точек | ||||||||||
| 3 | Узел Подве нцовой шестерни | 1 | Под шип ники вала | 2 | Набивка в ручную | Литол 24 | Литол 24 | 8 | 16 | 2 раза | 32 |
| 4 | Узел подвенцовой шестерни | 1 | Зубчатое зацепление | 1 | Жидкая заливная | Литол -24 | Литол -24 | 200 | 200 | 2 раза | 400 |
| 5 | Редуктор главный | 1 | Зубчатые зацепления | - | Жидкая циркуляционая | ПС- 28 | ПС-28 | 800 | 800 | 3 раза | 2400 |
| 6 | Электро двигатель d 94-6 | 6 | Зубчатые зацепления | 4 | Набивка в ручную | УТВ | УТВ | 2,85 | 2,85 | 6 раз | 6,52 |
0 комментариев