Характерные неисправности трубчатой вращающейся печи кальцинации 4.5х 110
Зубчатое колесо главного привода печи кальцинации 4,5х110
Структура механо-службы, правовые обязанности механика
Для производства работ цех заказчик составляет наряд-заказ на производство работ с указанием в счет, каких работ будет производиться ремонт
Мойка деталей
Охрана труда и техника безопасности
Организация рабочего места слесаря-ремонтника
Навигация
Структура механо-службы, правовые обязанности механика
Текущий ремонт трубчатой вращающейся печи кальцинации
65648
знаков
11
таблиц
6
изображений
1.5 Структура механо-службы, правовые обязанности механика
В цехе кальцинации ремонты технологического оборудования производит цех ремонта печных агрегатов. Структура механослужбы в цехе ремонта печных агрегатов представлена в семе:
![]()
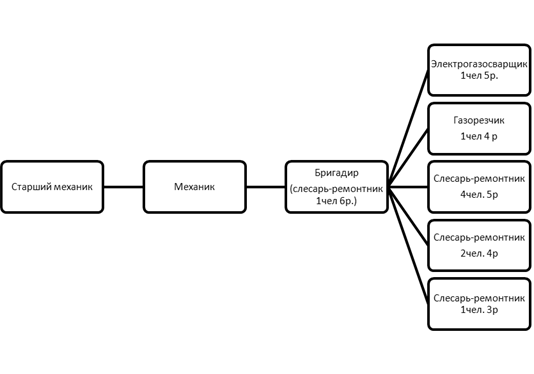
Рисунок 5 – Схема структуры механослужбы
Механик подчиняется административно - начальнику цеха. Механик цеха в своей работе руководствуется положениями о цехе и настоящей должностной инструкцией.
Основные задачи:Обеспечение бесперебойной и надежной работы механического оборудования цеха, грузоподъемных машин, противопожарных установок, правил технической эксплуатации и техники безопасности.
Обязанности механика:
Механик осуществляет руководство и непосредственную организацию производства работ по ремонту и обслуживанию оборудования. Обеспечивает выполнение плана производства работ механического оборудования цеха, согласно графику ППР. Организовывает технически правильную эксплуатацию оборудования с правилами и эксплуатационными инструкциями. Составляет и подает своевременно заявки на запасные части, материала, инструменты и приспособления, необходимые для ремонта. Осуществляет годовую и первичную аттестацию персоналу. Контролирует соблюдение рабочими правил техники безопасности.
Немедленно принимает меры для ликвидации обнаруженных дефектов и повреждений. Содействует внедрению рационализации к изобретательству. Осуществляет обучение и своевременную проверку; знаний персонала допущенного к управлению грузоподъемных машин, станков и другого оборудования. Обеспечивает правильное применение рабочими спецодежды и защитных средств. Выдает наряд-задание на производство работ в полном объеме в соответствии с действующими нормами и нормативами.
Должностные права механика: Останавливать оборудование и механизмы, если дальнейшая эксплуатация может вызвать аварию, пожар или несчастный случай. Останавливать оборудование в соответствии с графиком ППР станки, агрегаты, оборудование подлежащие ремонту, отключать оборудование, оставленное по окончанию смены неубранным и не смазанным. Предоставлять начальнику цеха об отлучившихся и не соблюдающих правила пользования и поведения в цехе и приведение их к дисциплинарной ответственности. Участвовать в квалификационной комиссии по присвоению разряда. Не допускать к работе на оборудовании цеха лиц, не сдавших технического минимума.
1.6 График ППР и его сущность
На металлургический заводах предусмотрены тех.обслуживание, капитальный и текущий ремонт. Графики ППР составляют старшие механики на год на месяц, согласовывают отделом ОГМ и главным механиком. Сроки и методы проведения ремонтов, продолжительность, материальные затраты, комплектацию запасными частями, привлечение механизмов, персонала механослужбы, работу РМЦ, дежурного, смен и персонала подрядных организаций. Оплату производят по сметам выполненных работ. Подготовительные работы ведут за 3-4 месяца до проведения ремонта. Сдача объекта в ремонт, выдача из ремонта, все виды проведенных испытаний оформляются актами, которые подписываются начальниками цехов, представителями отдела техники безопасности, ст.механиком цеха и представителями ремонтных организаций. Приемка после ремонта в эксплуатацию согласно правилам технической эксплуатации сменным и дежурным персоналом производственного цеха. В правилах по каждому виду оборудования даны соответствующие указания по выполнению технологических операций, профилактических осмотров во время плановых остановок оборудования при сдаче смен. Осмотры оборудования осуществляют сменные дежурные, ИТР с записью результатов проверок, обнаруженных неисправностей и сроков устранения в паспорте оборудования и журнале передачи смен. При подготовке ипроведении ремонтов.
Ремонтный цикл - наименьшие повторяющиеся интервалы времени или наработка оборудования, в течение которых выполняются в определенной последовательности все установленные виды ремонта. Для металлургического оборудования в качестве ремонтного цикла принимают период между двумя капитальными ремонтами.
Периодичность технического обслуживания (ремонта)- интервал времени или наработки между данным видом ТО (Р) и последующим таким же видом или другим большей сложности.
Система технического обслуживания и ремонта (ТО и Р) - совокупность взаимосвязанных средств, документации ТО и Р и исполнителей, необходимых для поддержания и восстановления качества оборудования, входящего в систему ТО и Р. В настоящее время на металлургических заводах применяется система ТО и Р, которая основана на принудительной остановке оборудования на профилактические осмотры и ремонты через заранее запланированные промежутки времени (межремонтные периоды) с возможными пределами их изменения.
Основным содержанием системы ТО и Р являются:
а) техническое обслуживание в межремонтный период, включающее внутрисменное обслуживание (уход и надзор) и проведение профилактических осмотров оборудования;
б) выполнение плановых ремонтов оборудования.
Это распространяется на основное технологическое, крановое оборудование и специальный подвижной состав предприятий черной металлургии (металлургических заводов, горнодобывающих и рудообогатительных предприятий).
Ремонт (Р) комплекс операций по восстановлению исправности или работоспособности, а также по восстановлению ресурса оборудования или его составных частей. Содержание части операций ремонта может совпадать с содержанием некоторых операций ТО, однако при выполнении ремонтов обязательным условием является восстановление первоначальных характеристик оборудования, обусловленных нормативно-технической документацией.
Ремонты выполняет ремонтный персонал производственного цеха, а также персонал ремонтных цехов отдела главного механика завода и специализированных ремонтных трестов. В выполнении ремонтов также принимает участие эксплуатационный и дежурный персонал цеха. Методы диагностики отказов и обнаружения дефектов в деталях Своевременное установление причин (диагностика) отказов и обнаружение дефектов в деталях оборудования являются важными условиями правильной оценки состояния оборудования, основанием для своевременной остановки на техническое обслуживание и ремонт, назначения соответствующего метода повышения надежности и залогом безаварийной работы оборудования.
Диагностика отказов выполняется различными методами.
При проведении текущего ремонта вентилятора использовался бесприборный метод. Бесприборные методы позволяют легко определить очевидные причины отказов по частым срабатываниям систем защиты оборудования от перегрузок, браку выпускаемой продукции, повышению температуры узлов трения, изменению интенсивности шума, относительному смещению отдельных деталей, появлению утечек жидкостей и газов в трубопроводах и т.п. Однако бесприборные методы в основном позволяют установить мест и причину отказа, когда его развитие достигло критического значения и вызвало нарушения в нормальной работе оборудования и ходе технологического процесса. Устранение таких отказов, как правило, связано с необходимостью аварийной остановки оборудования для замены отказавшей детали или узла и потерями производства.
Более эффективными являются приборные методы, основанные на применении различных датчиков температуры, акустических, вибрационных, давления и др. Эти датчики устанавливают в местах и узлах оборудования, в которых с наибольшей вероятностью может возникнуть отказ. Сигналы о; датчиков через усилители поступают на регистрирующие или сигнализирующие приборы. При возрастании значения параметра, характеризующего состояние узла или машины (температуры, вибрации, уровня шума) сверх допустимой величины включается сигнализирующее устройство (звуковой или световой сигнал), предупреждающее обслуживающий персонал о выходе узла или машины из нормального режима эксплуатации. В этом случае оборудование может быть остановлено на профилактический осмотр для устранения причины, вызвавшей его выход из нормального режима работы. При этом детали и узлы оборудования не подвергаются недопустимым перегрузкам, сохраняют свои конструктивные и эксплуатационные показатели и не требуют ремонта. Кроме того, исключаются дорогостоящие аварийные простои и потери производства. Кроме стационарных, могут применяться переносные приборы для контроля состояния узлов. В этом случае они входят в состав инструмента, с помощью которого дежурный персонал ремонтной службы или персонал службы инспекции осуществляет диагностику отказов оборудования. Примером такого прибора является стетоскоп, применяемый для контроля состояния узлов, скрытых в корпусах (подшипников, зубчатых передач).
Акустический метод применяют и для обнаружения трещин в деталях. Целые детали при простукивании издают чистый звук, детали с трещинами дребезжащий.
Для обнаружения дефектов в деталях до сборки или после разборки машин или узлов применяют методы, основанные на использовании явления люминесценции, свойств магнитного поля, электромагнитных или звуковых волн.
На свойствах магнитного поля основано применение магнитно-порошкового метода обнаружения внутренних скрытых дефектов в деталях оборудования. Сущность метода заключается в образовании полей рассеяния магнитного металлического порошка над дефектами при намагничивании детали. Магнитные порошки применяют в виде суспензии с использованием керосина, минеральных масел, воды, спирта и так далее. При намагничивании детали порошок сосредоточивается в местах, где прерывается или затрудняется прохождение магнитного потока внутри детали, образуя на поверхности ее рисунок или пятно, соответствующее конфигурации скрытого дефекта. Намагничивание осуществляют полюсным, циркуляционным и комбинированным способами.
- полюсное намагничивание обычно применяют для выявления поперечных трещин в детали. Деталь намагничивается постоянным магнитом, электромагнитом (рисунок 1, а) или соленоидом (рисунок 1, б), приобретая явно выраженные магнитные полюсы.
- циркуляционное намагничивание чаще применяют при выявлении дефектов (трещин), расположенных продольно, в направлении оси детали. Сплошные детали намагничивают, включая их в цепь вторичной обмотки трансформатора (рисунок 1, в), а полые - пропуская через них сердечник, включенный в цепь вторичной обмотки трансформатора (рисунок 1, г). При этом магнитные силовые линии проходят кольцеобразно внутри детали, пересекая трещину.
- комбинированный способ включает одновременное полюсное и циркуляционное намагничивание и применяется при обнаружении внутренних дефектов сложной формы
Под системой ППР понимаются совокупность организационных и технических мероприятий, по эксплуатации, обслуживанию и ремонту оборудования, которые направлены на предупреждение преждевременного износа деталей, узлов и механизмов и на повышение надежности оборудования.
Сущность системы ППР заключается том, что после отработки оборудованием определенного количества часов, производится плановые ремонты, к которым относятся техническое обслуживание, текущие и капитальные ремонты. Периодичность данных ремонтов определяется назначением, конструктивными особенностями и условиями эксплуатации оборудования.
Основными методами ППР является метод периодического ремонта, при котором очередные плановые ремонты выполняются за ранее установленные сроки, причем содержание каждого ремонта уточняется в процессе технического осмотра в зависимости от состояния отдельных узлов, деталей и механизмов.
Ремонт электрооборудования осуществляется в то же время, что и ремонт технологического оборудования.
Основным содержанием системы ППР являются; обязательное выполнение правил технической эксплуатации оборудования и норм технического обслуживания; своевременное и качественное проведение плановых ремонтов оборудования.
Техническое обслуживание – это комплекс операций по поддержанию работоспособности оборудования. К данному комплексу операций относится:
а) ежемесячное техническое обслуживание:
- регулярный наружный осмотр, очистка;
- проверка наличия смазки;
- проверка работы предохранительных устройств;
- наблюдение за работой контрольно-измерительных приборов;
- проверка тормозов;
- регулирование оборудования;
- устранение мелких неисправностей;
- передача оборудования по сменам;
б) ежесуточная проверка правильной эксплуатации лицами ответственными за механически исправное состояние с фиксацией в журнале приема и сдачи смен;
в) периодические ТО (технические осмотры, выполняемые после наработки оборудованием определенного количества часов).
Текущий ремонт – ремонт, выполняемый для обеспечения или восстановления работоспособности оборудования. При наличии в оборудовании узлов и деталей с большей разницей износостойкости предусматриваются различные текущие ремонты Т1 и Т2. Текущий ремонт - вид планового ремонта, при котором производится:
- очистка;
- частичная разборка оборудования;
- замена или восстановление футеровки, отдельных деталей, узлов и механизмов;
- полная или частичная замена вышедших из строя крепежных деталей;
- наладка оборудования.
Текущие ремонты выполняются силами ремонтных бригад предприятия, а в случае производства крупных текущих ремонтов по графикам, утверждаемым вышестоящей организацией. Также с привлечением подрядных специализированных организаций.
Капитальный ремонт – восстановление первоначальных качественных характеристик оборудования: производительность, мощность, точность. В данные вид ремонта входит:
- очистка;
- полная разборка;
- промывка узлов;
- замена изношенных деталей;
- сборка;
- наладка оборудования.
Графики ППР составляются на один цикл (от капитального ремонта до капитального ремонта), на год , на месяц
На цикл График составляется исходя из расчета Время работы оборудования за год - 8760 час.
Технический осмотр в месяц (производят ежедневно) – 720час., технические ремонты – документация оборудования, капитальный ремонт – документация оборудования
![]() ; (1)
; (1)
где: ![]() - эффективный фонд времени работы оборудования
- эффективный фонд времени работы оборудования
![]() - сумма времени простоя оборудования
- сумма времени простоя оборудования
График ППР на один ремонтный цикл
Режим работы: непрерывное производство
Таблица 8 – Исходные данные
| Вид ремонта | Периодичность, час | Периодичность, мес. | Продолжительность, час | Число ремонтов в цикле |
| ТО | 720 | 1 | 8 | 36 |
| Т | 480 | 6 | 480 | 7 |
| К | 34560 | 48 | 720 | 1 |
Таблица 9 – График ППР на один ремонтный цикл
| Наименование оборудования | Ремонтная сложность | Периодичность ремонтов, мес. | Продолжительность ремонта, час. | Простой, час. | эффективный фонд времени работы оборудования, Тэф, час. | |||||||||||||||
| К | Т | ТО | Январь | Февраль | Март | Апрель | Май | Июнь | Июль | Август | Сентябрь | Октябрь | Ноябрь | Декабрь | К | Т | ZТ | |||
| Печь кальцинации 4.5х110 | 48 | 6 | 1 | Т/480 | Т\\480 | - | 2\480 | 960 | 7800 | |||||||||||
| Т/480 | Т/480 | - | 2\480 | 960 | 7800 | |||||||||||||||
| Т/480 | Т/480 | 2\480 | 960 | 7800 | ||||||||||||||||
| Т/480 | К\720 | 1\720 | 1/480 | 1200 | 7560 | |||||||||||||||
2 Технологическая часть
2.1 Прием оборудования в ремонт
При приеме оборудования в ремонт необходимо составление документации:
2.1.1 Предварительная дефектная ведомость мастером участка и представителем механослужбы, где указывается:
- оборудование дата составления;
- наименование узлов и деталей подлежащих ремонту или ревизии;
- описание неисправностей.
Подписывают данный документ слесарь-ремонтник и матер участка.
0 комментариев