Навигация
Технологічний процес товстолистового цеху
35840
знаков
0
таблиц
0
изображений
Вступ
В зв¢язку з науково-технічним прогресом розвиток електропривода вийшов на ще більший рівень.
До основних напрямів розвитку електроприводу відносяться:
-розробка та будування комплектних електроприводів, з використанням сучасних перетворювачів мікропроцесорного керування, для покращення технологічних операцій, простота керування та обслуговування, монтажу та ремонту;
- покращення енергетичних показників електроприводу, а як наслідок зменшення втрат та збільшення коефіцієнта корисної дії;
- покращення експлуатаційної надійності для простоти та безпеки експлуатації;
- розширення області застосування керувального асинхронного електроприводу, асиннхронний привід є простим по конструкцій, обслуговування;
- розвиток наукових робіт по створенню моделей технологічних процесів;
- підготовка інженерно-технічних й наукових кадрів, здатних створювати та експлуатувати електроприводи.
Металургійний завод не відстає від розвитку, тому все частіше впроваджуються нові механізми з більш вдосконаленими, сучасними електричними приводами.
У Кислородно-конверторному цеху, що збудований за сучасними технологіями,встановлене новітнє електрообладнання марки "Sіеmеns", у цеху ТЛЦ-2, привода мають сучасні способи керування швидкістю (частотними перетворювачами, тиристорними перетворювачами, регулятори напруги).
Як бачимо проблема створення та введення новітніх електроприводів відходить на другий план, та постає інша проблема, яка стосується кваліфікації кадрів, що будуть обслуговувати ці приводи. Тому важливим завданням є навчити робітників обслуговувати, ремонтувати привода з мікропроцесорним керуванням.
1. Короткий опис технологічного процесу товстолистового цеху №2
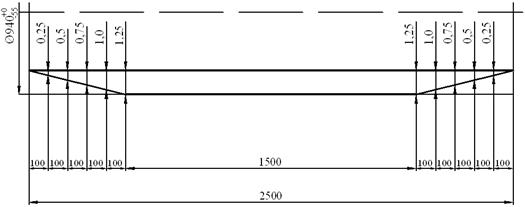
Товстолистовий стан 3000 призначений для плющення листів з вуглецевих, конструкційних і низьколегірованих марок сталі завтовшки 8-50 мм, шириною 1500-2500 мм і загальною довжиною до 20 м погодному.
Вихідним матеріалом для плющення листів служать сляби, одержанні з блюмінга. Для нагріву слябів перед плющенням стан має 4 методичні, дворяні, трьохозні печі з нижнім підігрівом, торцевим завантаженням і видачею. Паливо – суміш доменного і коксівного газів. Печі обладнані контрольно – вимірювальною апаратурою і тепловою автоматикою. Продуктивність печі 60-80 тн/годину.
Початковою заготівкою для плющення литів служать сляби, одержувані з блюмінгу комбінату. Сляби для плющення листів замовляють обтисковому цеху відповідно до місячного портфелю замовлень і тижневого графіка плющень, який у разі потреби щодня коректується.
Сляби подаються на завантажувальний рольганг тільки через приймальні столи: при посадці "на гаряче" кранами за допомогою підхаплень, при холодному, в основному магнітами поодинці або по два, залежно від ширини сляба.
Перед посадкою в печі поверхня слябів повинна бути ретельно обчищена від сміття, шлаків і окалини.
Виданий в печі сляб переміщується по приймальному рольгангу і задається у валяння вертикальної кліті. Одночасно із захопленням сляба вертикальним валянням включається гідросбив за вертикальною кліттю. На стані може застосовуватись подовжене плющення, коли подовжині осі сляба і листа, що прокотив з нього, співпадають і поперечна, коли осі перпендикулярні.
Розплющення з чорнової кліті повинен прийматися без затримки, щоб уникнути охолоджування його (особливо місцевого в місцях зіткнення з роликами) і сильного нагріву плит і роликів.
Плющення листів на чорновій кліті повинне проводитися строго по середині бочки валів. Якщо розплющення йде не по середині ролгангу, то він зупиняється і центрується маніпуляторами з передньої сторони кліті.
Центрування повинне проводитися без затримок, щоб уникнути тривалого перебування розплющення без руху і місцевого охолодження його.
Всі листи, що прокатали на стані, проходять горячу правку на роликоправильних машинах №1 і №2. РПМ-2 під час зупинки стану може бути використана для правки листів в холодному стані.
Листи, що мають після першого проходу хвилястість, що перевищує вимоги, встановленні стандартом, пропускають через правильну машину №2 повторно.
При отриманні хвилястих листів після повторної правки, необхідно негайно змінити режим обжимань на кліті Кварто, перевірити вироблення виробничих валів, настройку кліті і температуру кінця плющення.
Охолоджування листів проводиться під час їх преміщення по транспортним рольгангом і стелажам-холодильникам.
Охолоджування листів в потоці повинно бути рівномірним. Не допускається накладення листів один на одного при русі їх по рольгангам, оскільки це окрім можливих аварій, затримок і поломки устаткування може привести до великої різниці у властивості листа по довжині через різну швидкість охолоджування окремих його ділянок.
Верхня сторона всіх листів оглядається контролером ОТК на рольгангу, що підводить, перед шле пером - холодильником №2, с тим, щоб визначити чи є дефекти на верхній стороні листів і чи необхідна зачистка. Також проводиться періодичне вимірювання товщини, ширини і довжини розплющення.
У випадку їх невідповідальності вимогам стандарту і замовленням про це повідомляється виробничому майстру, який вживає відповідних заходів.
Робоча маркировка містить номер плавки, марку сталі, номер замовлення і позиції, номер сляба в данній плавки або порядковий номер листа для листів, що задаються поаркушевий, при необхідності – інших даних і номер бригади.
Листи, що транспортуються до дискових ножиць правого потоку для гарячого різання, маркірувати крейдою в звичайному порядку, із спеціального підмостку, розташованого над проміжним рольгангом. Про листи які направляються на горячу різку, маркірувальника попереджає сигнал сирени.
На поперечних ножицях гільйотин №1 проводиться обрізання торцевої обрізі, вирізка планок і карт для механічних випробувань. Величина торцевої обрезі повинна бути мінімальною і забезпечувати повне видалення нерівних торців і дефектів, що залягають по торцях розплющення.
Перед обрізанням торцевої обрезі розплющеняя повинен бути встановленний за допомогою магнітних маніпуляторів паралельно осі рольгангу. Максимальна ширина обрезі, що обрізається, повинна бути не більше 500 мм.
Після клеймовки, маркування, остаточного огляду, зачистки і приймання листи передаються шлепперами на рольганги листоукладчика і за допомогою останнього скидаються в кишеню.
Листи однієї партії і одного замовлення скидаються тільки в одну кишеню та виймається з кишені листоукладчика магнітними кранами, укладаються на складі тільки вагонними нормами, або по позиціях.
Відвантаження металу з складу у вагони проводиться тільки після ухвалення його в ОТК. Вантаження листів проводиться по теоретичній масі за наявності залізничної накладної і сертифікату про якість.
Похожие работы
... визначити необхідну профілізацію валів, при якій забезпечується однакова товщина розкату по ширині в кожній кліті при даних технологічних умовах процесу прокатки і якнайменший вплив зносу робочої поверхні валу на якість продукції. 2.2 Аналіз стійкості робочих валів кліті Дуо стану 2250 За період з січня по липень 2006 року в роботі на кліті Дуо 2250 було використано 13 валів, загальна і ...
... , де - ККД шевронної передачі, - ККД пар підшипників, - ККД шпинделів з муфтою, Визначаємо статичний максимальний момент: де – момент прокатки, - момент тертя, , де - передаточне число привода валків, , , , де - коефіцієнт плеча прикладення рівнодіючої сили, - довжина деформує мого металу, м - рівнодіюча сила, кн. , де - повний тиск на валок, - коеф ...
... ємства, якщо договір страхування передбачає виплату обумовленої суми застрахованій фізичній особі по закінченні терміну страхового договору, незалежно від виникнення страхового випадку. 2. ОБЛІКОВА ЧАСТИНА. МЕТОДИКА ОБІКУ ПРАЦІ ТА ЇЇ ОПЛАТИ 2.1 Загальна характеристика ВАМ «ДМКД» Дніпровський металургійний комбінат – один з найкрупніших підприємств чорної металургії України, який займає ...
... українського народу. Україна на шляху суверенного розвитку: суспільно-політичні трансформації. Формування політичних партій. “Партія влади” та опозиція, їх вплив на громадсько-політичне життя в Україні. Соціальна політика в контексті нових реалій. Культура, освіта та наука в умовах функціонування суверенної держави. Українська церква та проблеми духовного відродження нації. Партійне життя. ...
0 комментариев