Выбор и обоснование материала сварной конструкции, и его характеристики
Требования к основным и вспомогательным материалам
Расчленение конструкции на узлы и подузлы
Оценка свариваемости материала конструкции и выбор способов сварки
Обоснование и выбор сварочного оборудования
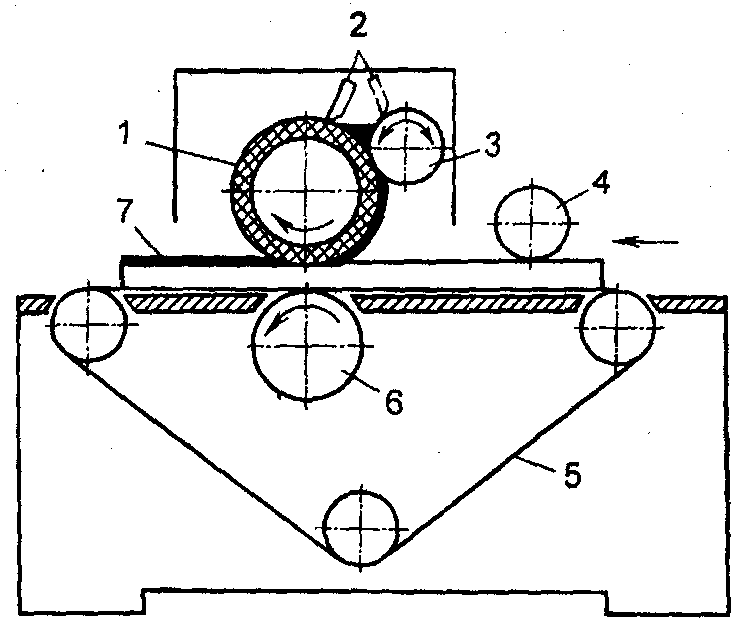
Расчет привода кантавателя
Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Расчет потребного количества сборочно-сварочного
Навигация
Выбор и обоснование материала сварной конструкции, и его характеристики
Участок цеха по сборке и сварке цилиндра гидропресса
71862
знака
10
таблиц
7
изображений
1.2 Выбор и обоснование материала сварной конструкции, и его характеристики
Так как данная конструкция предназначена для работы в тяжелых условиях при высоких температурах, при этом обязательно должна быть обеспечена прочность конструкции, то мы выбираем материал конструкции – сталь 20ХН3МФА.
Сталь 20ХН3МФА теплоустойчивая, среднелегированная.
Высокие прочностные и пластические свойства среднелегированных сталей обычно сочетаются высокой стойкостью против перехода в хрупкое состояние, что и определяет их использование для конструкций, работающих в тяжелых условиях.
Таблица 1. Химический состав стали 20ХН3МФА.
| С | Сr | Ni | Mo | V | Si | S | P |
| 0,2-0,7 | 1,4-1,8 | 3,0-3,75 | 0,4-0,6 | 0,08-0,15 | 0,17-0,37 | 0,025 | 0,025 |
Восприимчивость этой стали к закалке, а также высокий уровень механических свойств обусловливает ряд специфических трудностей, возникает при их сварке.
Таблица 2. Механические свойства, не менее.
| σв, Н/мм2 | σт, Н/мм2 | δ, % | φ,% | ан, Н·м/см2 |
| 900 | 800 | 10 | 40 | 90 |
1.3 Технологичность сварной конструкции
Сварка цилиндров выполняется под флюсом автоматом. Применительно к автоматической сварке под слоем флюса цилиндра были разработаны конструктивные элементы сварных соединений, позволяющих значительно уменьшить ширину разделки и перейти к узкой разделке.
Конструкция разделки обусловлена выбранным способом сварки в узкий зазор оборудованием, доступностью визуального наблюдения, удобством манипулирования зачистным инструментом, размерами мундштука. При этом учитывали необходимость обеспечения высокой производительности сварки, минимального объема наплавленного металла, хорошего формирования и высокого качества металла шва, хорошего отделения шлаковой корки в процессе сварки, качественного сплавления металла шва с стенками разделки.
Была принята разделка с параллельными свариваемыми кромками. Но практика показала, что при сварке изделий с толщиной стенки свыше 250 мм такая конструкция разделки не обеспечивает равномерной усадки металла. При заполнении разделки толстостенных стыков, в следствии сварных деформаций происходит уменьшение ширины разделки, которая приводит к нарушению программы автоматической раскладки валиков, что способствует образованию дефектов типа подрубов, шлаковых включений.
В связи с этим конструкция разделки выбрана двухступенчатой с ширенной 30 мм в нижней части до половины высоты разделки, а в верхней части – 38 мм.
Конструкция разделки обеспечивает требуемую точность при сборке, достаточную простоту и легкость сварки.
Для установки в удобное для сварки положение используют сборочно-сварочное приспособление, типа кантавателя.
Данный цилиндр имеет ударный характер нагружения, характер работы швов на разрыв, по этому швы должны быть прочноплотные. Температурный режим работы в пределах 25 – 500°С. Цилиндр является конструкцией ответственного назначения.
2. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕСВАРНОЙ КОНСТРУКЦИИ. ОСНОВНОЙ И ВСПОМОГАТЕЛЬНЫЙ МАТЕРИАЛЫ
2.1 Точность изготовления сварной конструкции
Данное изделие – цилиндр гидропресса, изделие ответственного назначения, изготавливаемое из теплоустойчивой высокопрочной стали. Цилиндр гидропресса относится к крупногабаритным изделием, поэтому возникают определенные трудности при его изготовлении (большая толщина свариваемых кромок, значительная длина изделия и масса).
При разрушении цилиндра могут возникнуть аварии с человеческими жертвами. Поэтому его рассчитывают на допускаемые напряжения, на технологическую и усталостную прочность. Для предотвращения аварий, повреждений необходимо строгое соблюдение технологического процесса при его изготовлении, высокое качество выполняемых работ, контроль на каждой стадии работ и исправление дефектов.
После сварки и термообработки цилиндр не должен иметь деформации и поводок больше величины припуска в любой точке поверхности от 0,02 – 0,03 мм.
Отклонение основной линии по всей длине от прямолинейности не более ± 0,1 мм.
При сборке под сварку должна быть обеспечена точность сборки деталей в приделах размеров и допусков, указанных в рабочих чертежах. Для обеспечения требуемой точности сборки в нашем случае необходимо применять сборочно-сварочное приспособление, предохраняющее конструкцию от деформаций и не затрудняющее выполнение сварочных работ.
Детали, подлежащие сварке, должны быть установлены так, что бы обеспечить возможность выполнение сварных швов в нижнем положении или близком к нему.
Сборочно-сварочное приспособление должно проверятся периодически.
Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными.
Свариваемые кромки и прилегающие к ним зоны металла ширенной не менее 20 мм перед сборкой должны быть отчищены от масла, влаги, грязи, ржавчины и т.д.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев