Выбор и обоснование материала сварной конструкции, и его характеристики
Требования к основным и вспомогательным материалам
Расчленение конструкции на узлы и подузлы
Оценка свариваемости материала конструкции и выбор способов сварки
Обоснование и выбор сварочного оборудования
Расчет привода кантавателя
Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Расчет потребного количества сборочно-сварочного
Навигация
Оценка свариваемости материала конструкции и выбор способов сварки
Участок цеха по сборке и сварке цилиндра гидропресса
71862
знака
10
таблиц
7
изображений
3.4 Оценка свариваемости материала конструкции и выбор способов сварки
Высокие прочностные и пластические свойства среднелегированной стали обычно сочетаются с высокой стойкостью против перехода в хрупкое состояние, что и определяет их использование для конструкций, работающих в тяжелых условиях, например при ударных или закономерных нагрузках.
Среднелегированные стали используют для создания облегченных высокопрочных конструкций в энергомашиностроении.
В зависимости от типа конструкции и ее значения к сварным соединениям из среднелегированных сталей предъявляются требования необходимой и достаточной прочности в условиях эксплуатации, плотности, а также специальные требования. В связи с особыми физико-химическими свойствами среднелегированных сталей к закалке, а также высокий уровень механических свойств обуславливают ряд специфических трудностей, возникающих при их сварке.
Первой трудностью, наблюдающийся при сварке среднелегированных сталей, является предупреждение возникновение холодных трещин в околошовной зоне и в металле шва. Низкая сопротивляемость околошовной зоны среднелегированных сталей образованию холодных трещин определяется особенностями происходящих в них структурных превращений. Так как сталь склонна к самозакаливанию, то необходимо установить скорость охлаждения. Это достигается предварительным и сопутвующим изделия. Подогрев заметно влияет на структуру металла в зоне сварки. Уменьшая скорость охлаждения, удается регулировать структурные превращения.
Для определения температуры подогрева, рассчитали эквивалент углерода.
Сэ=0,2+1,4/5+0,15/5+0,6/4+3/15+0,025/2=0,87;
Сэ>0,45, значит подогрев необходим.
С1э=0,005δ· Сэ; С2э= С1э+ Сэ;
![]()
Сделаем расчет Тпод:
С1э=0,005·300·0,87=1,3;
С2э=1,3+0,87=2,1.
![]()
На основании опытных данных лаборатории сварки АО НКМЗ, Тпод=400-450°С
Поскольку для повышения стойкости металла шва против образования холодных и кристаллизационных трещин ограничивают содержание в нем углерода и некоторых легирующих элементов, достигнуть равноценности шва с основным металлом в общем случае весьма затруднительно. Литой металл шва в отличие от катанных и кованных заготовок не подвергается обработке давлением- эффективному средству создания благоприятной структуры и повышение механических свойств металла. Термообработка сварного соединения должна быть возможно более простой и одинаковой для основного металла и металла шва.
Большие трудности могут возникнуть при электрошлаковой сварке сталей, склонных к перегреву. Для устранений последствий перегрева в околошовной зоне в таких случаях приходится разрабатывать специальные режимы термообработки, усложняющие изготовление сварной конструкции, или применять менее производительные методы сварки.
При изготовлении конструкции из среднелегированной стали из всех механизированных процессов сварки, под флюсом нашла наиболее широкое применение. Она обеспечивает более высокую производительность. Особенно значительны ее преимущества при многопроходной сварке. В этом случае можно наиболее полно использовать особенности сварки под флюсом для глубокого проплавления основного металла, а также избежания затруднений при удалении шлаковой корки.
Таким образом, на основании свариваемости стали 20ХН3МФА и исходя из экономических соображений, рациональнее всего будет применить автоматическую сварку под флюсом. Сварку необходимо вести при предварительном и сопутвующем подогреве до t = 400°C. Причем в процессе сварки должно происходить удаление шлаковой корки. После сварки изделие подвергается термообработке отпуску в печи при температуре 600±20°С
Подогрев цилиндра перед сваркой и в процессе сварки производится индукционным методом при частоте 50Гц.
3.5 Характеристика и ообоснование сварочных материалов
Для сварке стали 20ХН3МФА под флюсом применяют низкокремнистый флюс АН75(4МТУ-1-1014-70).
Низкокремнистые флюсы с небольшим содержанием окислов марганца позволяют получать сварное соединение со значительно более высокими показателями ударной вязкости. Улучшение качества обусловлено уменьшением содержания в металле шва фосфора, серы и водорода и неметаллических включений, достигаемых за счет низкого содержания во флюсах фосфора и окислов марганца. Необходимо заметить, что при использовании данного флюса, необходимо выполнять сварку на постоянном токе обратной полярности.
Флюсы перед сваркой обязательно прокаливаются при t = 400-500°C в течении одного часа.
Для сварки под флюсом стали 20ХН3МФА используют сварочную проволоку св-08ХН2ГМЮ, которая обеспечит равнопрочность наплавленного металла и основного.
Химический состав проволоки св-08ХН2ГМЮ, ГОСТ 2246-70
Таблица 7. Химический состав проволоки св-08ХН2ГМЮ ГОСТ 2246-70 в процентах.
| С | Mn | Ni | Mo | Сr | Al | Si | S | P |
| 0,06 | 1,00 | 2,00 | 0,40 | 0,70 | 0,18 | 0,25 | 0,025 | 0,025 |
Данная проволока позволяет обеспечить:
1. Получение наплавленного металла требуемого химического состава и механических свойств.
2. Получение шва стойкого против горячих трещин, не склонного к холодным трещинам, плотных и беспористых.
3. Хорошие технологические свойства.
4. Высокую производительность сварки.
5. Не оказывает вредного влияния на рабочих.
3.6 Расчет и выбор режимов сварки
При сварке цилиндров гидропресса используют нестандартную разделку. Глубина разделки составляет 350мм, а ширина в нижней части имеет значение 30мм, в верхней части 38мм.
Таким образом, сварка цилиндра происходит под слоем флюса, автоматом в узкую, но глубокую щель. Следовательно, режимы сварки должны обеспечивать сплавление основного метала с металлом шва.
Величина тепловложения должна иметь среднее значение, которое позволило бы стыку ''не захлопнутся'' во время сварки.
Поэтому на основании опытных данных ИЭС им. Е.О. Патона по выбору оптимальных режимов сварки под флюсом цилиндров гидропрессов, приняли такие параметры режимов сварки
Таблица 8. Режим сварки.
| Толщина свариваемых элементов, мм | Тип сварного соединения | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Тпод, °С |
| 350 | Узкая щель | 2 | 320-350 | 36-40 | 70 | 18 | 350-400 |
Исходя из экспериментальных данных лаборатории сварки АО НКМЗ, выбираем остальные режимы сварки. Вылет электрода равен 20-25мм. Высота слоя флюса составляет 15-20мм. Грануляция частиц флюса для сварки проволокой диаметром 2мм составляет 0,25-1,0мм.
|
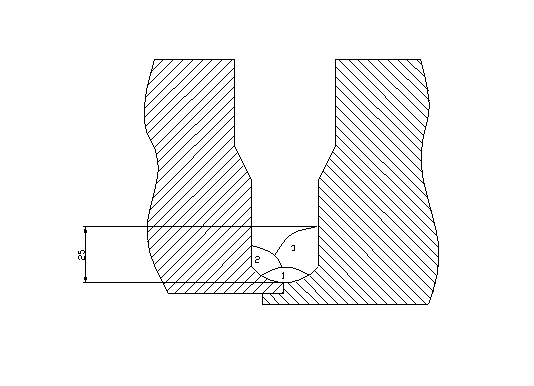
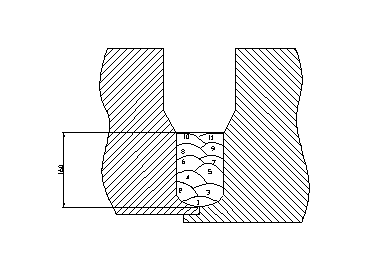
Рисунок 2. Схема раскладки валиков при ручном управлении процессом.
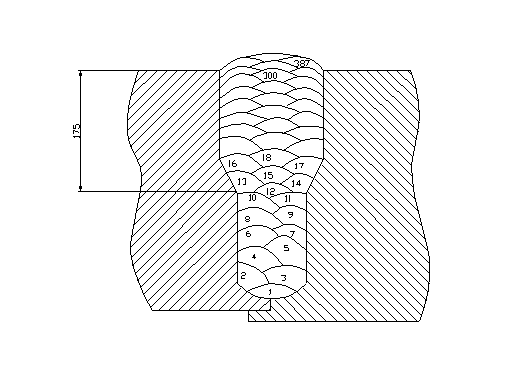
2. Uд=38 В, Iсв=340 А, Vсв=18 м/час.
1. Uд=40 В, Iсв=350 А, Vсв=18 м/час.
Рисунок 3. Схема раскладки валиков по 2 шт. в слое при рограммном управлении процессом.
|
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев