Выбор и обоснование материала сварной конструкции, и его характеристики
Требования к основным и вспомогательным материалам
Расчленение конструкции на узлы и подузлы
Оценка свариваемости материала конструкции и выбор способов сварки
Обоснование и выбор сварочного оборудования
Расчет привода кантавателя
Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Расчет потребного количества сборочно-сварочного
Навигация
Обоснование и выбор сварочного оборудования
Участок цеха по сборке и сварке цилиндра гидропресса
71862
знака
10
таблиц
7
изображений
3.7 Обоснование и выбор сварочного оборудования
Так как сварка производится под слоем флюса в узкую разделку, необходимо выбрать сварочную головку, которая может работать длительное время в условиях высоких температур и имеющую механизм слежения. На основании прейскуранта № 15- 06. Оптовые цены на оборудование для газовой резки и сварки, выбираем головку.
Таблица 9. Характеристика сварочной головки А – 1569.
| Сварочный ток при ПВ = 100%, А | 1000 |
| Скорость подачи электрода, луч | 5- 50 |
| Регулирование скорости подачи электрода | ступенчатое |
| Скорость сварки, м/ч | 5-58 |
| Регулирование скорости сварки | cтупенчатое |
| Маршевая скорость, м/ч | 800 |
| Перемещение сварочной головки: вертикальный ход, мм скорость, м/мин поперечный ход, мм | 400 0,4 200 |
| Объем флюсобункера, дм3 | 25 |
| Габаритные размеры автомата, мм: высота ширина длина | 2300 810 1050 |
Данное сварочное оборудование обеспечивает следующие требования:
1.является новейшей современной конструкцией;
2.полностью обеспечивает необходимую по технологии производительность;
3.обеспечивает надежность и безотказность в работе, является автоматизированным.
Источником питания служит выпрямитель ВДУ – 1201.
Таблица – 10. Характеристика выпрямителя ВДУ – 1201.
| Номинальный сварочный ток, А 1250 |
| Режим работы, ПВ, % 100 |
| Напряжение холостого хода, В, не более 85 |
| Номинальное рабочее напряжение, В при работе на характеристиках: жестких 56 падающих |
| Пределы регулирование сварочного тока, А, при работе на характеристиках: жестких 300-1250 падающих |
| Пределы регулирования рабочего напряжения, В, при работе на характеристиках: жестких 24-56 падающих 26-56 |
| Первичная мощность, кВ·А, не более 118 |
| КПД, %, не менее 83,5 |
3.8 Проектирование и выбор технологической оснастки процесса сборки и сварки и ее описание
Использование сборочно-сварочных приспособлений предусматривает решение ряда вопросов: получение заданных размеров узла, упрощении технологии сборки и сварки, снижение трудоемкости запланированных операций, исключение вообще или сведение до минимума доли ручного труда, уменьшение сварных деформаций и остаточных напряжений.
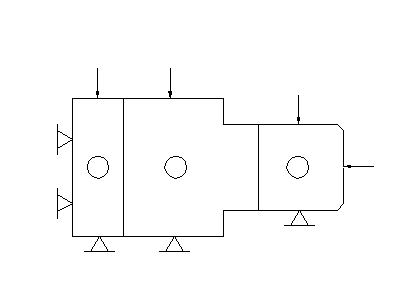
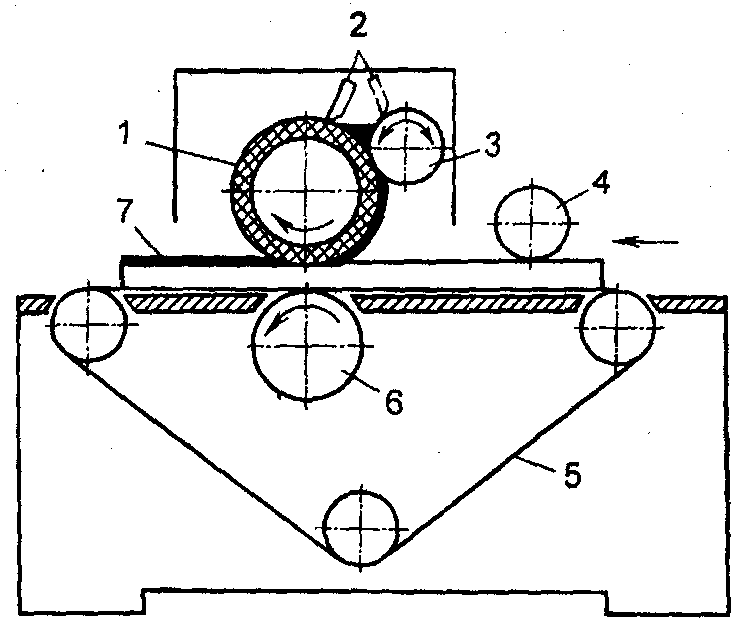
Так как мы свариваем тело вращения, то рациональнее всего для выполнения кольцевого шва используют двухстоичный контаватель, который конструктивно выполнен в виде горизонтального пресса, установленного на станину и снабженного приводной бабкой для вращения вобранного и сжатого
с заданным усилием пакета деталей в процессе их нагрева и сварки.
Стенд снабжен подвижной и неподвижной траверсами, соединенными между собой для создания замкнутого силового контура, тягами прямоугольного сечения, системой подвижных макетов для установки деталей, и упорными самоустанавливающимися подшипниками, а также опорами для свободных концов тяг и отдельно стоящей стойкой под оптическую трубу с регулируемым по высоте столом.
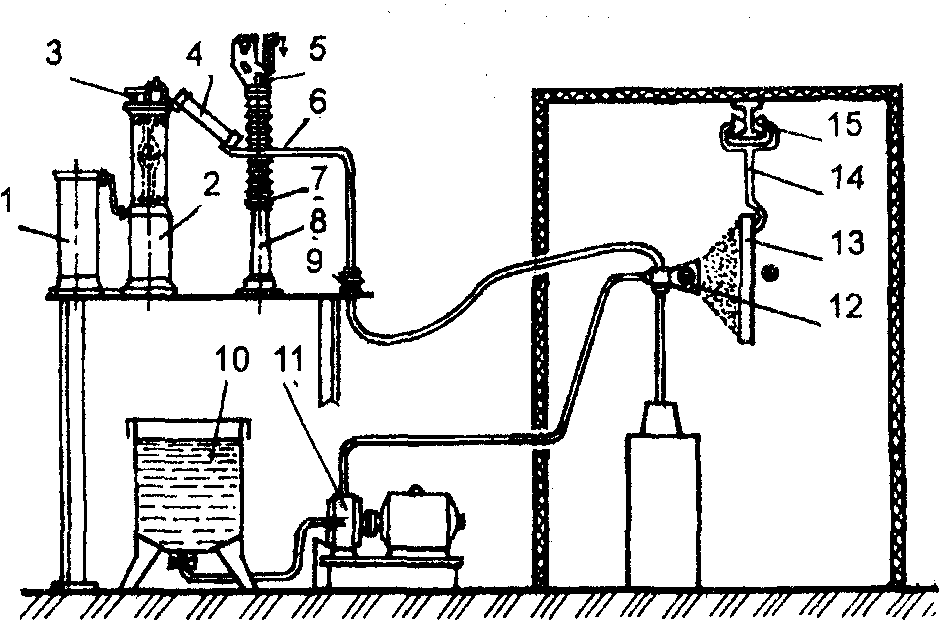
Гидросистема стенда состоит из гидростанции с насосами высокого и низкого давления, имеющими индивидуальный привод, гидроаккумуляторы установки, поддерживающие заданное давление в гидросистеме в процессе всего цикла сварки, аппаратуры управления и силовых цилиндров.
Привод вращения деталей механический на базе приводной бабки токарного станка модели 1А670, обеспечивает передачу постоянного крутящего момента в диапозоне бесступенчатого регулирования оборотов, необходимого для сварки с постоянной скоростью.
Управление гидро- и электрооборудованием стенда сосредоточено на двух независимых пультах управления, размещенных на основании подвижной траверсы и кроме этого, предусмотрены два пульта управления вращением детали.
![]()
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев