Выбор и обоснование материала сварной конструкции, и его характеристики
Требования к основным и вспомогательным материалам
Расчленение конструкции на узлы и подузлы
Оценка свариваемости материала конструкции и выбор способов сварки
Обоснование и выбор сварочного оборудования
Расчет привода кантавателя
Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Расчет потребного количества сборочно-сварочного
Навигация
Расчленение конструкции на узлы и подузлы
Участок цеха по сборке и сварке цилиндра гидропресса
71862
знака
10
таблиц
7
изображений
3.2 Расчленение конструкции на узлы и подузлы
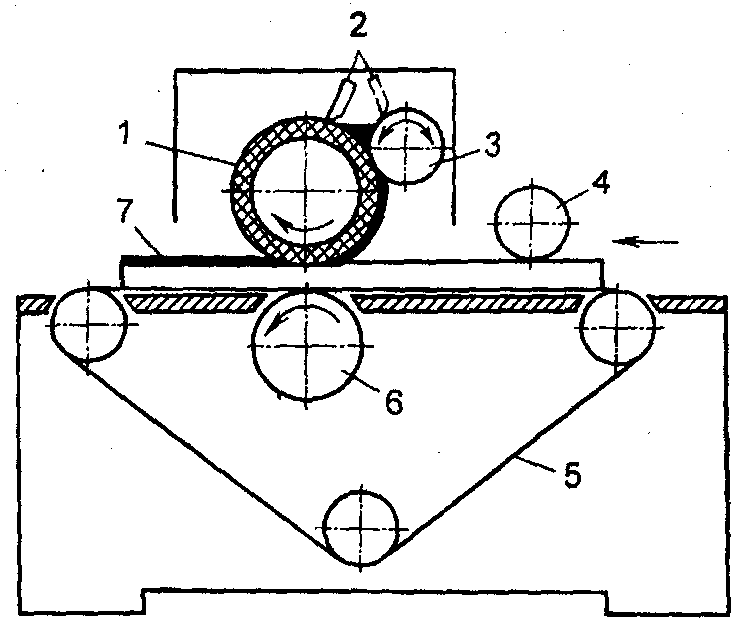
Собираемый цилиндр расчленяется технологом но отдельные детали, более простые по форме и имеющие меньший вес, чтобы обеспечить удобство работы и минимальные деформации после сварки.
В техпроцессе подробно описывается порядок сборки и сварки деталей и цилиндра в целом.
Сборка и сварка производится на сборочно-сварочном приспособлении.
После сборки (перед сваркой) конструкция должна контролироваться ОТК.
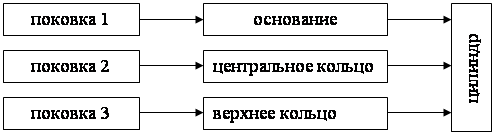
Рис.1 Схема разбивки изделия на детали.
Сварка производится механизированным способом с программным управлением корневой части разделки.
После сварки данное изделие подвергается термообработке и последующему ультразвуковому контролю.
3.3 Заготовительные операции
Так как заготовки цилиндра представляют собой поковки с диаметром внутреннего отверстия 500 мм, то перед сваркой они подвергаются механической обработке, которая состоит из ряда операций.
На первом этапе заготовки подвергаются обработке внешней поверхности, которая производится на токарно-карусельном станке марки 1А532ЛМФ3.
На втором этапе производится растачивание внутренних отверстий до заданного диаметра. Эти операции выполняются на вертикально-расточном станке марки 2777В.
На третьем этапе производится сверление отверстий во второй и первой заготовках. Эта операция производится на радиально-сверлильном станке марки 2М58-11.
На четвертом этапе производится нарезание резьбы в заготовках третьей и первой. Эта операция осуществляется на токарно-винторезном стопке марки 1А670.
Таблица 3. Характеристика токарно-карусельного станка 1А532ЛМФ3
| Параметры | Значение |
| Наибольшие параметры обрабатываемой заготовки: диаметр высота масса, кг Наибольшее перемещение вертикального суппорта: горизонтальное вертикальное Диаметр планшайбы Частота вращения планшайбы, об/мин Подача суппорта вертикальная и горизонтальная, мм/мни Мощность электродвигателя головного привода, кВт Габаритные размеры длина ширина высота Масса, кг | 3150 2400 25000 1910 1100 2800 бесступенчатая регулируемая 0,1-1000 100 8090 6935 5300 55000 |
Станок 1А532ЛМФ3 двухстоечный с ЧПУ, выполняет с четырьмя управляемыми координатами по программе: дискретность системы управления (цифровой индикации) 0,01мм.
Таблица 4. Характеристика вертикально-расточного станка 2777В.
| Параметры | Значение |
| Диаметр растачиваемых отверстий Наибольший диаметр сверления в сплошном материале Размер рабочей поверхности стола Наибольшее перемещение шпиндельной бабки стола продольное поперечное Расстояние от конца шпинделя в нижнем положении до рабочей поверхности стола Расстояние от оси шпинделя до салазок шпиндельной бабки Наибольшие габариты обрабатываемой заготовки Частота вращения шпинделя, об/мин. Рабочая подача шпиндельной бабки, мм/мин. Скорость быстрого перемещения шпиндельной бабки, м/мин. Мощность электродвигателя, кВт. Габаритные размеры: длина ширина высота | 8-350 800×1400 630 630 -4000 2500 2000 1000 6-500 4-300 -1,5-12 2240 1400 4070 |
Таблица 5. Характеристика радиально-сверлильного станка 2М58-11.
| Параметры | Значение |
| Наибольший условный диаметр сверления в стали Расстояние от оси шпинделя до образующей колонны Расстояние от нижнего торца шпинделя до рабочей поверхности плиты Наибольшее перемещение вертикальное, рукава на колонне горизонтальное, сверлильные головки по рукаву Наибольшее вертикальное перемещение шпинделя Конус Морзе отверстия шпинделя Число скоростей шпинделя Частота вращения шпинделя, об/мин Число подачи шпинделя Подача шпинделя, мм/об Наибольшая сила подачи, МН Мощность электродвигателя привода главного движения, кВт Габаритные размеры: длина ширина высота | 100 500-3150 370-2500 1500 2650 630 6 22 10 1250 18 0,063-3,15 50 13 4850 1830 4885 |
Таблица 6. Характеристика токарно-винторезного станка 1А670.
| Параметры | Значение |
| Наибольший диаметр обрабатываемой заготовки: над станиной над суппортом Наибольший диаметр прутка проходящего через отверстие шпинделя Наибольшая длина обрабатываемой заготовки Шаг нарезной резьбы: метрической Частота вращения шпинделя, об/мин Число скоростей шпинделя Наибольшее перемещение суппорта: продольное поперечное Подача суппорта, мм/об продольная поперечное Скорость быстрого перемещения суппорта, мм/мин продольного поперечного Мощность электродвигателя, кВт Габаритные размеры (без ЧПУ): длина ширина высота | 2000 1600 - 10000 2-384 1-125 б/с 10400 715 0,04-84,7 0,02-42,4 2400 2400 100 9000 1800 2850 |
На пятом этапе производится контрольная операция. С помощью мерительного инструмента контролируются размеры, а также при помощи внешнего осмотра контролируется качество обработки поверхностей.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев