Выбор и обоснование материала сварной конструкции, и его характеристики
Требования к основным и вспомогательным материалам
Расчленение конструкции на узлы и подузлы
Оценка свариваемости материала конструкции и выбор способов сварки
Обоснование и выбор сварочного оборудования
Расчет привода кантавателя
Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Расчет потребного количества сборочно-сварочного
Навигация
Расчет привода кантавателя
Участок цеха по сборке и сварке цилиндра гидропресса
71862
знака
10
таблиц
7
изображений
3.8.1 Расчет привода кантавателя.
Деталь своей базовой поверхностью устанавливается в планшайбе с помощью кулачков.
Рассчитаем необходимый приводной момент вращения заготовки во время сварки, для этого определяем, что:

Рисунок 6. Расчетная схема.
Известно:
l1= 1700 мм l2= 300 мм dB=460 мм dD=460 мм
a1=900 мм h2= 1610 мм dA=460 мм l=0,005 м
h1= 1500 мм a2=200 мм dC=460 мм Q=8кН
Наибольший крутящий момент Мкр воспринимаемый приводом кантователя, равен сумме двух моментов грузового М=G·l и сил трения Mтр в подшипниках определяется вырожением:
Mтр=0,5(AdA·fA+BdB·fB+CdC·fC+DdD·fD),
где А,В,С,D – усилия в подшипниках;
dA, dB, dC, dD – соответствующие диаметры шпинделей.
Усилия действующие на хвостовики шпинделей, определяются как реакции опор балки весом G, свободно опертой своими концами в шарнирах передней и задней бабок,
 ;
; 
 ;
; 
В соответствии с этим вертикальные усилия в подшипниках передней бабки будут:
 ;
;
 ;
;
 ;
;
 .
.
То же в подшипниках задней бабки:

В подшипниках передней бабки, кроме того возникают радиальные усилия под действием окружной силы Q на зубчатом колесе:
 ;
;
Так, как при данном расположении ведущей шестерни усилия А3 и В3 будут направлены горизонтально, т.е. перпендикулярно вертикальным нагрузкам АВ и ВВ, то суммарныерадиальные усилия в подшипниках передней бабки будут равны геометрической сумме двух взаимно перпендикулярных составляющих:
![]() ;
;![]() ;
;
![]()
![]()
Аксиальное усилие в подшипниках равно силе зажатия задней бабки и зависит от типа изделия, его размеров и способа крепления. В данном случае это крепление равно нулю.
Таким образом определив усилия в подшипниках А1 и приняв коэффициент трения металлических частей f = 0,1, мы можем определить момент сил трения в подшипниках
Mтр=0,5(AdA·fA+BdB·fB+CdC·fC+DdD·fD),
Mтр=0,5·0,1·104(46,01·0,7+15,9·0,46+46,7·0,3+18,7·0,4)=0,5·0,1·104·60,99=
=30500(Н·м),
Mтр=30,5(к Н·м)
Для определения крутящего момента, необходимо определить грузовой момент, который равен:
М=G·li
М=58·104·0,005=0,29·104 (Н·м),
Следовательно, крутящий момент равен:
Мкр=М+Мтр;
Мкр=0,29·104+3,05·104=3,34·104(Н·м),;
Mкр=33,4 (к Н·м)
Мощность привода определяется как , в зависимости от величины крутящего момента Мкр и требуемой частоты вращения шпинделя и (об/мин).
, в зависимости от величины крутящего момента Мкр и требуемой частоты вращения шпинделя и (об/мин).
Зная что Mкр=33,4 (к Н·м), n = 0,2 об/мин;
η=0,57

3.8.2 Расчет требуемого диаметра гидроцилиндра
Исходя из того, что усилия закрепления детали составляет 40% от веса детали, определим что:
Р = 230кН.
Расчет силовых цилиндров производится по формулам, основанным на известной зависимости усилия на штоке от диаметра цилиндра D и давления в цилиндре q.
 ,
,
Р = 230 кН, требуемое усилие,
q = 4 МПа (давление в гидросети )
η – коэффициент полезного действия оценивает потери на трение в манжетах и уплотнениях, а также направляющих штока. Приблизительно η=0,85.
Из формулы определим диаметр цилиндра:
 ;
;
 (м).
(м).
Принимаем из стандартного ряда Dцил=250 мм.
Определить удельную величину потери усилия в манжете:
 где
где
![]() где
где
h – высота манжеты = 17 мм;
f – коэффициент трения манжеты о стенки цилиндра, f=0,25-0,35.
P0 – усилие на поршне; P0=230 кН;
 .
.
Cледовательно потеря усилия в одной манжете составит 9,3%.
3.8.3 Описание строения портала
Портал представляет собой металлоконструкцию, имеющую привод перемещения и две площадки – рабочую и верхнюю вспомогательную.
На рабочей площадке расположены пульты управления самим порталом, стендом и сварочными аппаратами. На верхней площадке шкафы управления и источники питания, тележки со сварочными аппаратами.
Тележки имеют привод перемещения по направляющим вдоль портала. А также на данных тележка расположен механизм подъема и опускания сварочных головок, который необходим для того, что бы обеспечить возможность достать сварочным мундштуком “дна” разделки, чего не может обеспечить механизм сварочной головки в нужных приделах.
Описание технологического процесса изготовления изделия.
1. Выполнить обдирочное точение наружных поверхностей на токарно-карусельном станке 1А532ЛМФ3.
2. ОТК контролировать соответствие размеров заготовок.
3. Краном установить заготовку на планшайбу вертикально-расточного станка 277В.
4. Произвести растачивание внутреннего отверстия заготовки до заданного размера.
5. ОТК контролировать соответствие размеров заготовок.
6. Краном установить заготовку на радиально-сверлильный станок 2М58-11.
7. Произвести сверление отверстия.
8. ОТК контролировать соответствие размеров заготовок.
9. Краном установить заготовку в токарно-винторезный станок 1А670.
10. Произвести нарезание резьбы.
11. ОТК контролировать соответствие размеров заготовок, при наличии положительного заключения УЗК, чистоту свариваемых поверхностей.
12. Подготовить заготовки к сварке, обеспечить свариваемые и посадочные поверхности от ржавчины, обезжирить уайт-спиртом.
13. Установить краном заготовку на ролики люнетов. Центр тяжести детали должен находится между люнетами.
14. Выставить заготовку на оптическую ось стенда, регулирую и положение перемещением роликов люнетов.
15. Снять визитную марку из отверстия заготовки, расположенного около планшайбы.
16. Включить гидропривод стенда, перемещением нижней тяги переместить люнеты с заготовкой до упора торца заготовки в планшайбу.
17. При помощи кулачков планшайбы закрепить заготовку в планшайбе.
18. Установить краном на люнеты вторую заготовку.
19. При помощи гидропривода переместить люнеты с заготовкой к первой заготовке и установить между ними расстояние 200 мм.
20. Сцентрировать заготовку 2 относительно первой. Разность показаний индикатора не должна быть более 0,5мм.
21. Установить газовые горелки и нагреть посадочные отверстия заготовки до 200°С.
22. Установить краном третью заготовку на люнеты.
23. При помощи гидропривода переместить люнеты с заготовкой ко второй заготовке и установить расстояние между ними 200 мм.
24. Нагреть посадочные отверстия заготовки до 200°С.
25. Отцентрировать подшипник упорный относительно торца заготовки при помощи винтовых домкратов.
26. Установить в гидростанции рабочее давление гидроцилиндра, равное 4Па.
27. Включить перемещение штока гидроцилиндра и сжать заготовки при помощи всех трех тяг, обеспечить горячую посадку до упоров.
28. После остывания заготовок проверить ширину сформировавшейся разделки в диаметрально противоположных точках.
29. Вывести из соприкасновения с деталью ролики люнетов.
30. Проверить индикаторами радиальное биение.
31. Изделие покрыть асбестовым полотном по обе стороны разделки в три слоя.
32. Подготовить к работе и проверить две сварочные головки.
33. Заправить сварочную проволоку.
34. Установить сварочный мундштук.
35. Установить режим сварки.
36. Провести автоматическую многослойную сварку под флюсом с программным управлением корневой части разделки на высоту 20 мм.
37. Проложить сварочный шов по середине разделки. Управление раскладкой валиков производить в ручном режиме. Второй шов проложить под левой стороной разделки и перевести управление раскладкой на программу по 2 валика в слои.
38. Подключить установку для зачистки и в течении всего процесса сварки производить зачистку сварочных швов от шлаковой корки. Температура изделия 400 °С. Шлаковые включения не допускаются.
39. Сварку вести круглосуточно с перерывом на подогрев через каждые два часа. Подогрев заготовок производить в течении двух часов.
40. После окончания сварки снять индукторы краном, опустить кулачки планшайбы, снять изделие со стенда и отправить на термообработку.
41. После термообработки и шлакообработке произвести УЗК сварного соединения.
3.10 Мероприятия по уменьшению сборочно-сварочных напряжений и деформаций
Так как сталь 20ХН3МФА склонна к самозакаливанию, то необходимо установить скорость охлаждению. Это достигается предварительным и сопутствующим подогревом изделия.
Подогрев, помимо снижения остаточных напряжений, заметно влияет на структуру металла в зоне сварки. Уменьшая скорость охлаждения, удается регулировать структурные превращения. Не следует делать низкотемпературный подогрев для снижения остаточных напряжений, так как уменьшение их составляет не более 30-40%. Подогрев понижает предел текучести металла в момент сварки, что и влияет на формирование и величину остаточных напряжений.
Для того, что бы назначить температуру предварительного и сопутствующего подогрева необходимо рассчитать эквивалент углерода:
Сэ=%С+Mn/6+Cr/5+V/5+Mo/4+Ni/15+Cu/13+P/2;
Если Сэ<0,45, то подогрева не требуется. Если выше, то подогрев необходим. С учетом толщины металла:
С1э=0,005·Сэ.
С2э=Сэ+С1э; ![]()
Сделаем расчет Тпод, исходя из вышесказанного:
Сэ=0,2+1.4/5+0.15/5+0,6/4+3/15+0,025/2=0,87;
Сэ>0,45, подогрев необходим.
С1э=0,005·300·0,87=1,3;
С2э=Сэ+С1э=0,87+1,3=2,1.
![]()
Исходя из опытных данных в лаборатории сварки ОАО НКМЗ, температура предварительного и сопутствующего подогрева составляет 400-450 °С.
Подогрев цилиндра перед сваркой и поддержание температуры в процессе сварки производится индукционным методом при частоте 50 Гц. Индуктор ТПЧ.
Наиболее эффективным методом уменьшения остаточных напряжений является общий высокий отпуск. Он является практически единственным методом когда одновременно с уменьшением напряжений первого рода происходит восстановление пластичности металла и снижение напряжений более высоких родов по всему объему металла сварной конструкции независимо от и сложности и конфигурации. Можно снизить напряжения до 85-90% от исходных значений.
Он состоит из четырех стадий: нагрева, выравнивания температур по длине и сечению деталей, выдержки и охлаждения.
Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа.
После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений.
Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С.
Сварка кольцевых швов сопровождается возникновением упругопластических деформаций в зоне сварного шва, что неблагоприятно влияет на протекание сварочного процесса. По этому для поджатия изделий в кантователе нельзя применять обычные жесткий вращающиеся центра. Поджимные вращающиеся центра должны иметь упругое исполнение с регулируемым усилием поджима. Конструкция этих центров не препятствует свободной деформации изделий при их нагреве и охлаждении, обеспечивая надежное их закрепления, и снижает остаточные упругопластические деформации в зоне нагрева.
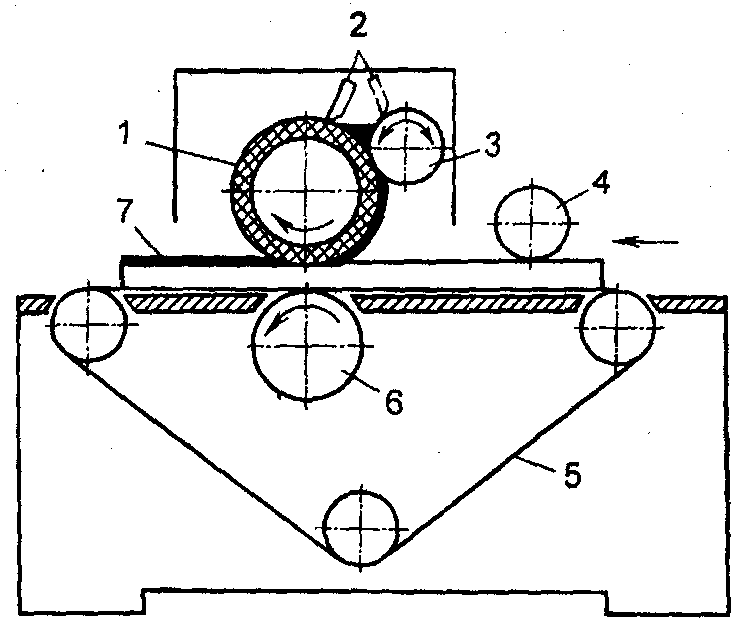
Эффективным способом предотвращения перемещений при сварке кольцевых швов является, режим кромок к подкладному кольцу роликом, перекатывающимся по поверхности стыка перед сварной дугой.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... может быть снято и термообработкой. Процесс ремонта повреждения посадочных поверхностей металлизацией аналогичен описанному выше способу ремонта электронаплавкой металла. Искривление и поломка валов чаще всего происходят у реверсивных машин и электродвигателей с короткозамкнутым ротором. Это объясняется большими нагрузками, воспринимаемыми валом « момент резкого изменения направления вращения ...
0 комментариев