Навигация
Расчёт допусков на высотные размеры профиля резца
24194
знака
0
таблиц
1
изображение
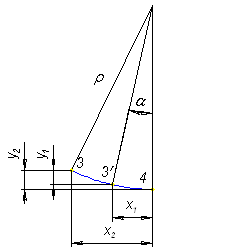
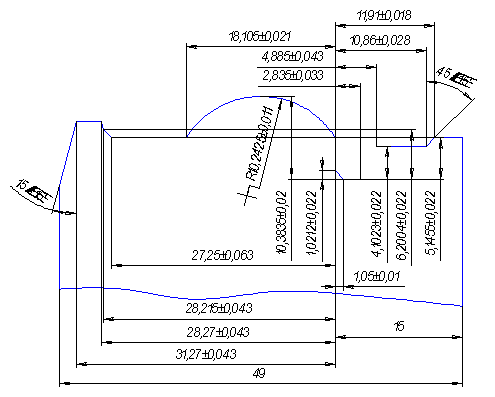
1.7. Расчёт допусков на высотные размеры профиля резца
Этот этап является весьма ответственным, так как от точности высотных размеров зависит точность получаемых диаметров детали. Для обоснованного назначения допусков на высотные размеры резца нужно руководствоваться следующими соображениями.
При настройке резца на суппорте станка во время обработки деталей обычно измеряется один наиболее точный из всех диаметров фасонной детали. Соответствующий участок фасонного профиля детали и его диаметр называют базовым для измерения. Если оказывается, что этот участок неудобен для измерения, то за базовый участок для измерения принимают другой; при этом его допуск ужесточают по сравнению с заданным на чертеже, делая это из технологических соображений (расчётное значение диаметра оставляют прежним).
Главное требование, которое необходимо выполнить при назначении допусков на исполнительные размеры резца, углы его установки и заточки, состоит в следующем:
Если при обработке детали базовый измерительный диаметр получен годным (лежит в поле допуска), то все остальные размеры диаметров должны оказать внутри своих полей допусков, т.е также быть годными.
Это требование вызвано тем, что резец является монолитным инструментом и не позволяет производить отдельно регулировку каждого размера (диаметра) детали при настройке его установки на станке.
Участок или точку профиля резца в технологическом сечении, обрабатывающие базовый диаметр, назовём базовыми (участком или точкой) для отсчёта исполнительных высот профиля резца. В общем случае они не совпадают с базовым участком или точкой, принятыми для проведения коррекционного расчёта профиля резца. В таком случае необходимо произвести простановку высотных размеров профиля от вновь выбранной базы. То же самое делается и на профиле детали.
1.8. Расчёт допусков на параметры заточки и установки резца
На все углы, определяющие заточку и установку резца (![]() ,
, ![]() ) принимаются допуски в угловых минутах, численно равные наименьшему допуску на высотный размер профиля резца, выраженный в микрометрах. Допуск на угол
) принимаются допуски в угловых минутах, численно равные наименьшему допуску на высотный размер профиля резца, выраженный в микрометрах. Допуск на угол ![]() равен ±76’.
равен ±76’.
Допуск на высоту установки оси круглого резца над осью детали определяется дифференцированием формулы
![]()

Таким же образом находится допуск на высоту заточки резца или радиус контрольной риски (H или ![]() )
)

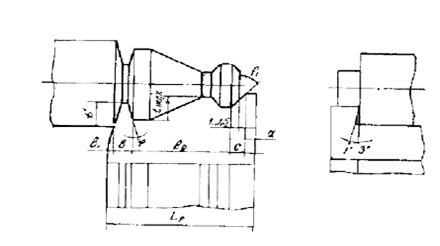
1.9. Оформление рабочего чертежа резца
На рабочем чертеже резца должно быть размещено необходимое для полного раскрытия конструкции и простановки всех размеров количество проекций, дополнительных разрезов, сечений, видов. Профиль резца задается высотными и продольными размерами, проставленными от выбранных баз. Размеры проставляются с полученными в результате расчета допустимыми отклонениями. Присоединительные размеры должны быть выбраны в соответствии с нормалями. Габаритные и другие размеры без допусков выполняются по 5 или 7 классам точности. На чертеже должны быть проставлены размеры, характеризующие заточку резца - углы ![]() и
и ![]() для призматического и
для призматического и ![]() - радиус контрольной риски круглого резца.
- радиус контрольной риски круглого резца.
В технических требованиях должны содержаться указания о марке материала резца, твердости его режущей части и державки, качестве материала и другие требования в зависимости от конкретных условий изготовления и эксплуатации резца, а также данные для маркировки. На чертеже резца должно быть указано место маркировки.
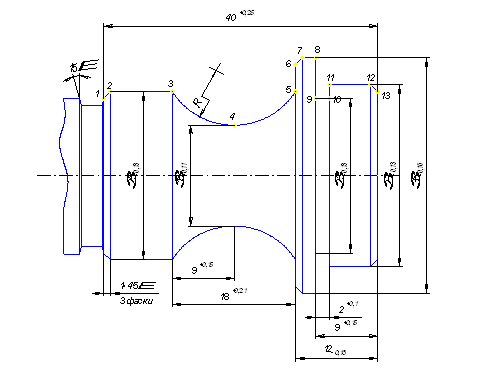
1.10 Проектирование шаблона для контроля профиля резца при его изготовлении
Часто для контроля профиля фасонных резцов в процессе их изготовления применяют шаблоны, которые прикладываются к фасонной задней поверхности резца. По величине просвета судят о точности выполненного профиля резца.
Шаблон имеет те же номинальные размеры профиля, что и фасонный резец, однако допуски на размеры профиля шаблона должны быть в 1,5...2 раза жестче, чем соответствующие допуски резца.
Для контроля шаблона при его эксплуатации, применяем контр-шаблон. Его профиль одинаков с профилем резца, но допуски на размеры профиля в 1,5...2 раза жестче, чем допуски на размеры шаблона.
Шаблон Ш и контр-шаблон КШ изготавливаем из листового материала толщиной 3 мм. Для увеличения износостойкости их закаливаем до твердости 56...64 НRС. Для уменьшения коробления применяем легированную инструментальную стал ХВГ. Мерительные кромки по всему фасонному контуру делаем тоньше основной пластины (0,5 мм.) для облегчения обработки точных размеров профиля и удобства контроля резца.
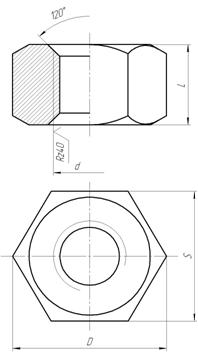
1.11 Проектирование державки фасонного резца
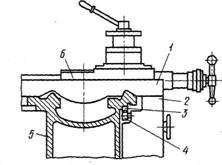
Крепление фасонного резца осуществляем по средствам пальцевой державки. Данная державка состоит из следующих элементов: корпус державки, палец, поводковая и опорная шайбы, втулка, двух регулировочных винтов, гайки и направляющий штифта.
Порядок сборки державки: на палец 2 установить фасонный резец, затем установить опорную шайбу 5, на нее надеть поводковую шайбу 4, вставить всю эту сборочную единицу во втулку 3, предварительно установленную в корпус державки 1, зафиксировать палец во втулке с помощью направляющего штифта, осуществить окончательное закрепление пальца, закрутив на нем гайку 8, установить в корпус державки регулировочные винты 7 и 6.
Регулировка положения резца может осуществляться двумя способами:
Похожие работы
... принимаемых проектных решений. Область применения предлагаемый инструментарий параметрического моделирования может быть использован в рамках курсов «Детали машин», «Проектирование металлорежущих станков» и «Конструирование, расчет и САПР станков» . Содержание Введение 1 Проектирование фасонного резца 1.1 Исходные данные и алгоритм расчета: 1.2 Определение геометрических параметров режущей ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
... . В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов. 2 Токарный станок 2.1 Основные типы токарных станков Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно- ...
0 комментариев