Навигация
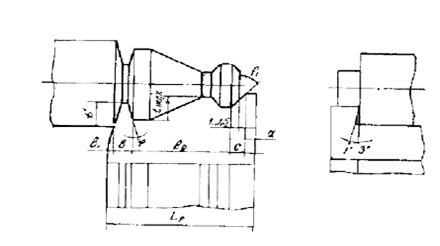
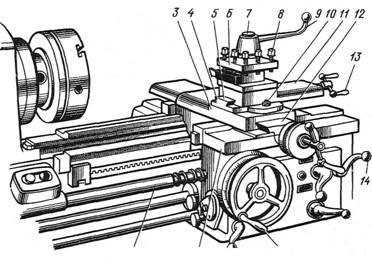
По средствам регулировочного винта 6
24194
знака
0
таблиц
1
изображение
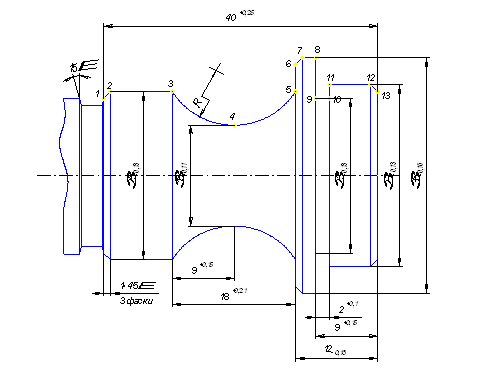
1. по средствам регулировочного винта 6.
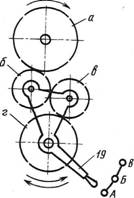
2. по средствам насеченных на опорной и поводковой шайбах 50 зубцов. Это осуществляется путем ослабления закрепления резца и последующим поворотом опорной шайбы, затем резец закрепляют, завинчивая гайку 8.
2.Расчет плоской шпоночной протяжки
Требуется обработать шпоночной протяжкой канавку 8Н8 в отверстии диаметром 30Н7 и длиной 65мм
Размер t составляет З3.3H12 мм. Материал обрабатываемой детали – Сталь 45ХН с твердостью НВ -207. Материал протяжки сталь Р6М5К5; протяжка с приваренным хвостовиком. Протягивание производится без смазочно-охлаждающей жидкости на горизонтально протяжном станке типа 751 .
Принимаем протяжку с утолщенным телом и хвостовиком. Суммарный подъем протяжки
∑h=t-D+ fQ=33.05-30+0,55=3,6мм;
принимаем 3,6 мм; fQ =0,55 мм .
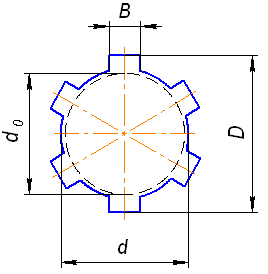
Ширина тела
В≈Ь+(2..6)=8+(2..6)=10..14мм
принимаем В=12.мм.
Ширина зубчатой части Ьn = Ьмакс - ∂ = 8,027- 0=8,027 мм.
Подача на зуб s: =0,06мм (табл. 10). Шаг зубцов t=12 мм (табл. 10). Число одновременно работающих зубцов zt = 6 (табл. 8).
Размеры стружечной канавки (табл. 9):
h0 = 5 мм, r = 2,5 мм, Fа=19.6 мм
Коэффициент заполнения впадины
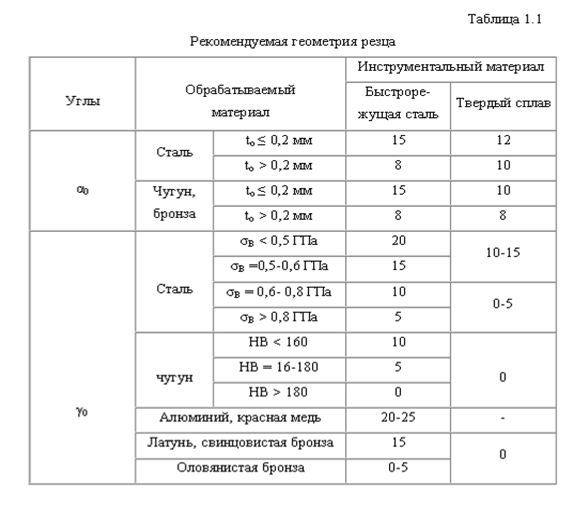
Передние и задние утлы по табл. 12 и 13:
у = 15° ;α = 4°.
Высота режущего выступа (4) h'o = 1.25 ![]() h0 = 1.25
h0 = 1.25 ![]() 5 = 6,25 мм; округляем до 9мм по табл. 4. что больше
5 = 6,25 мм; округляем до 9мм по табл. 4. что больше
t - D = 33.05 -30 =3.05мм.
Сила протягивания
![]()
![]()
Высота сечения по первом зубцу , при [а] = 20 кг мм2 для протяжки из быстрорежущей стали
принимаем согласно табл 4 h =18мм
Высота по последнему режущему зубцу
![]()
Количество режущих зубцов
принимаем 62 зуба.
Длина режущей части.
![]()
Хвостовик плоский по табл. 6 с размерами: Н, = h1 = ![]() мм
мм
Напряжение на растяжение в материале хвостовика
Калибрующая часть: высота зубцов Н5 = h, = ![]() мм; количество зубцов (табл. 15)
мм; количество зубцов (табл. 15) ![]() = 4; шаг tK = t = 12мм;
= 4; шаг tK = t = 12мм;
Длина l=t(z +0.5) =12(4+0.5)=54~50мм; стружечная канавка такая же, как у режущих зубцов; фаска fK =0,2мм;
Длина гладкой части с учетом, что протяжка будет работать с отключением от станка, составляет
l = l,-l3+lc+la+l6+l.+l'4 Учитывая, что 13 = 0;
1С = 70(приложение 1); 1а =20мм; 14=L + 10мм = 65 +10 = 75 ~ 75мм;
получим
1= 70 + 20 + 8 + 75 =183мм; принимаем 185мм.
Общая длина
Lm = I+15+16 = 185 +744+0 = 929 мм;
округляем до 950 мм; допуск ±2 мм.
Глубина паза в направляющей оправке
H = h,+fo=18 + 0.59 = 18.59 мм.
Проверка толщины тела оправки по условию :
3. Расчет червячной фрезы для цилиндрических зубчатых колес с эвольвентным профилем
3.1 Исходные данные
Модуль нормальный (m) – 7,0 мм; угол зацепления (αw) – 20; коэффициент высоты головки и ножки зуба (f) – 1,0; коэффициент радиального зазора (с) – 0,25; число зубьев (z) – 18; угол наклона зубьев – 10; направление зубьев – левое; коэффициент коррекции нормальный 0; степень точности – 7 - С; материал – Сталь 40Х; σв – 900 мм/мг; вид фрезерования червячной фрезой – окончательное.
3.2 Выбор профиля зубьев червячной фрезы
Наша фреза класса А, спрофилирована на основе Архимедова червяка. Данный метод профилирования основан на замене криволинейного профиля боковой стороны в осевом сечении эвольвентного червяка на прямолинейный, близкий к нему. В этом случае приближенного профилирования червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем происходит замена эвольвентного основного червяка на Архимедов червяк. Червячные фрезы, спрофилированные приближенно на основе Архимедова червяка, образуют, по сравнению с другими методами приближенного профилирования, наименьшие погрешности профиля зубьев нарезаемых колес в виде небольшого подреза ножки и среза головки, благоприятно влияющие на условие зацепление сопрягаемой пары зубчатых колес. Кроме того, такие червячные фрезы имеют следующие преимущества:
1. Боковые стороны зубьев Архимедовых червячных фрез можно затыловать в радиальном направлении.
2. Для окончательного контроля профиля боковой стороны зубьев Архимедовых червячных фрез разработаны и используются специальные приборы, обеспечивающие высокую и стабильную точность измерения.
При проектировании чистовых червячных фрез для цилиндрических колес с эвольвентным профилем приближенное профилирование на основе Архимедова червяка является предпочтительным.
3.3 Порядок расчета основных конструктивных элементов червячной фрезы
3.3.1. Число заходов (Zзах.)
Число заходов червячной фрезы является одним из факторов, влияющих на производительность при нарезании цилиндрических колес. На выбор числа заходов червячных фрез влияет степень точности нарезаемых колес и их размеры (число зубьев и модуль). Червячные фрезы, особенно чистовые, проектируются однозаходными. Принимаем Zзах.=1.
3.3.2. Угол подъема винтовой линии по делительному цилиндру (γmo)
Погрешности профиля зубьев нарезаемых колес с эвольвентным профилем, связанные с приближенным профилированием червячных фрез, в значительной степени зависят от величины угла подъема винтовой линии по делительному цилиндру фрез. С увеличением угла подъема винтовой линии по делительному цилиндру величина погрешности профиля зубьев нарезаемых колес возрастает. Вследствие этого для чистовых червячных фрез величина угла подъема винтовой линии по делительному цилиндру принимается не выше 6 градусов 30 минут. Принимаем γmo=4,45 градуса.
3.3.3. Направление винтовой линии по делительному цилиндру.
Выбор направления винтового гребня червячной фрезы зависит от направления зубьев нарезаемых колес. . Принимаем направление винтовой линии по делительному цилиндру – левое.
Похожие работы
... принимаемых проектных решений. Область применения предлагаемый инструментарий параметрического моделирования может быть использован в рамках курсов «Детали машин», «Проектирование металлорежущих станков» и «Конструирование, расчет и САПР станков» . Содержание Введение 1 Проектирование фасонного резца 1.1 Исходные данные и алгоритм расчета: 1.2 Определение геометрических параметров режущей ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
... . В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов. 2 Токарный станок 2.1 Основные типы токарных станков Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно- ...
0 комментариев