Навигация
3.3.4. Наружный диаметр (Dao)
Ориентировочная величина наружного диаметра червячной модульной фрезы определяется по формуле:
 мм
мм
В соответствии с ГОСТ 9324-80 Е принимаем Dao=124 мм.
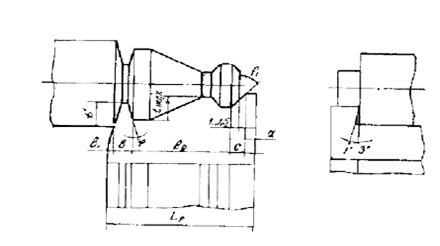
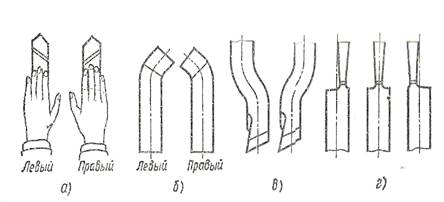
3.3.5. Форма зубьев
Используем так называемую форму б). Она характеризуется следующими признаками: имеет два участка затылованной задней поверхности, образованные по Архимедовой спирали: первый участок со спадом К и второй со спадом К1. Первый (основной) участок затылованной задней поверхности формируется окончательно после термической обработки шлифованием. Второй участок предназначен для обеспечения свободного выхода шлифовального круга при обработке первого и формируется затыловочным резцом до термической обработки. Червячные фрезы с зубьями по форме б) характеризуются повышенной точностью размеров профиля и стойкостью. Форма б) зубьев применяется в конструкциях червячных фрез для чистовой и окончательной обработки зубьев нарезаемых колес до 8-й степени точности.
3.3.6. Число зубьев фрезы в торцевом сечении (Zo)
Число зубьев фрезы в торцевом сечении влияет на количество резов, формирующих боковую сторону зубьев нарезаемых колес. Для повышения точности профиля зубьев нарезаемых колес и производительности обработки предпочтительно принимать максимально допустимое число зубьев.
Ориентировочное число зубьев в торцевом сечении затылованных червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем определяется по формуле:
![]() ;
;
Принимаем Zo=9.
3.3.7. Величина спада задней поверхности зубьев фрез К и К1
Величина спада задней поверхности зубьев фрезы на первом участке определяется по формуле:
![]() ; αв – задний угол на вершине зубьев (10-12 градусов).
; αв – задний угол на вершине зубьев (10-12 градусов). ![]() . Принимаем К=8,0;
. Принимаем К=8,0;
Величина спада задней поверхности зубьев на втором участке принимается равной:
![]() , где β – поправочный коэффициент.
, где β – поправочный коэффициент.
Для фрез общего назначения β=1,2…1,5.
![]() . Принимаем К1=9;
. Принимаем К1=9;
3.3.8.Глубина профиля (ho)
Величина глубины профиля или шлифованная часть зубьев червячных фрез равна:
![]() мм;
мм;
3.3.9. Глубина стружечной канавки (Hk)
Размер глубины стружечной канавки определяется в зависимости от формы зубьев червячных фрез.
Для червячных фрез с зубьями по форме б):
![]() мм;
мм;
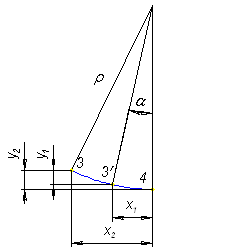
3.3.10. Радиус впадины стружечной канавки
Величина радиуса впадины стружечной канавки определяется по формуле:
![]() мм;
мм;
3.3.11. Угол впадины стружечной канавки (ε)
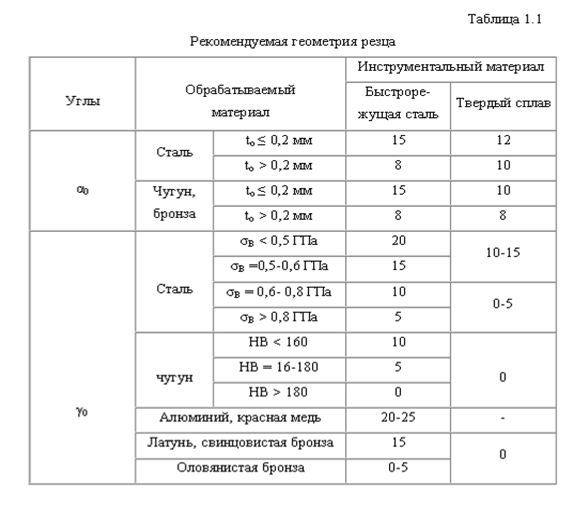
Величина угла впадины стружечной канавки принимается в зависимости от числа зубьев фрезы следующих значений:
При Zo=9, e=22.
3.3.12. Диаметр отверстия (d)
В целях увеличения жесткости крепления фрезы диаметр отверстия под оправку следует брать максимально допустимым. Ориентировочное значение размера диаметра отверстия определяется по формуле:
![]() мм;
мм;
По окончательному размеру диаметра отверстия проверяется толщина корпуса фрезы в опасном сечении по формуле:
![]() ; где t1– размер,
; где t1– размер,
определяющий глубину шпоночного паза от стенки отверстия. Принимаем t1=4 мм.
![]() – верно.
– верно.
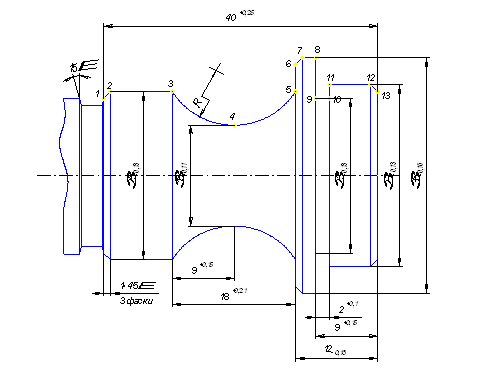
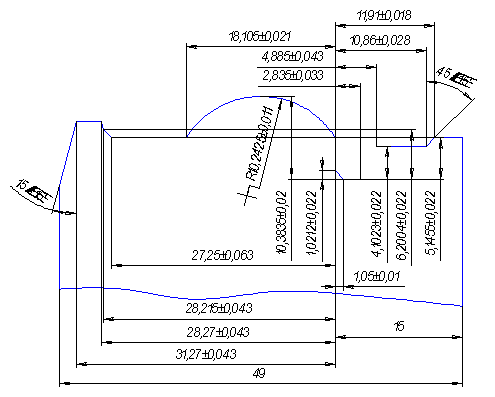
3.3.13. Общая длина фрезы (Lo)
Приближенное значение величины длины рабочей части червячной фрезы определяется по формуле:
![]() мм; принимаем L=115;
мм; принимаем L=115;
Величина общей длины фрезы определяется по формуле:
где l1 – длина цилиндрических буртиков, l1=4 мм;
χ – коэффициент, выбираемый по таблице χ=3;
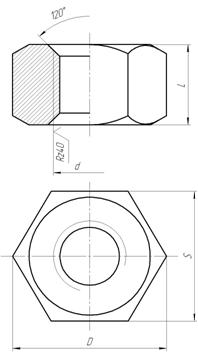
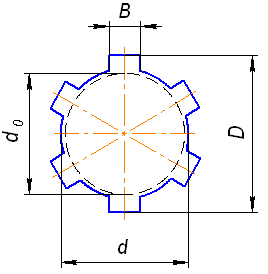
3.3.14. Диаметр буртиков (d1)
Цилиндрическая поверхность буртиков используется для контроля установки фрезы на станке. Диаметр буртиков принимается равным:
![]() мм;
мм;
3.3.15. Расчетный диаметр делительного цилиндра (Dрасч.)
Расчетный диаметр делительного цилиндра учитывает изменение ряда геометрических параметров (угол подъема винтовой линии, угол наклона передней поверхности и др.) червячной фрезы при перетачивании ее в процессе эксплуатации. Для уменьшения отклонения эксплутационных значений параметров от расчетных величина расчетного диаметра делительного цилиндра определяется для сечения, расположенного на расстоянии (0,15-0,25) окружного шага от передней поверхности фрезы. В соответствии с этим расчетный диаметр делительного цилиндра определяется по формуле:
![]() мм;
мм;
Принимаем Dрасч.= 103.3 мм.
3.3.16. Расчетный угол подъема винтовой линии по делительному цилиндру (γmo)
Величина расчетного угла подъема винтовой линии по делительному цилиндру определяется по формуле:
![]() ;
;
Принимаем γmo=3,59 градуса, то есть 3°35’
3.3.17. Направление стружечных канавок и угол наклона (βк)
Стружечные канавки для обеспечения одинаковой величины переднего угла на боковых режущих лезвиях зубьев фрезы располагаются нормально к винтовому гребню и выполняется винтовыми. Угол наклона стружечных канавок принимается равным углу подъема винтовой линии по делительному цилиндру, т.е.
βк=γmo=3,59 градуса.
3.3.18. Шаг стружечных канавок (Тк)
Величина шага стружечных канавок входит в знаки маркировки фрезы и определяется по формуле:
![]() мм;
мм;
3.3.19. Осевой шаг зубьев фрезы (То)
Величина шага в осевом сечении фрезы определяется по формуле:
![]() мм.
мм.
3.3.20. Нормальный шаг зубьев фрезы (Тn)
Величина шага в нормальном сечении фрезы определяется по формуле:
![]() мм.
мм.
3.3.21. Размеры профиля зубьев червячной фрезы в нормальном сечении
А) Толщина зуба по делительному цилиндру:
![]() мм;
мм;
ΔS - припуск по толщине зубьев нарезаемых колес под дальнейшую обработку. Равна 0, т.к. обработка окончательная.
Б) Высота головки зуба: ![]() мм
мм
В) Высота ножки зуба: ![]() , где Си – коэффициент радиального зазора между головкой зуба нарезаемого колеса и впадиной зуба фрезы. Величина Си может быть принята равной величине с.
, где Си – коэффициент радиального зазора между головкой зуба нарезаемого колеса и впадиной зуба фрезы. Величина Си может быть принята равной величине с.
h2=h1=8.75 мм.
Г) Радиус галтели на головке зуба: ![]() мм.
мм.
Д) Радиус галтели у ножки зуба: ![]() мм
мм
Величина углов профиля правой и левой боковых затылованных задних поверхностей зубьев червячной фрезы в осевом сечении определяется по формулам:
для правой: ![]() ;
;
Принимаем αоп=20,11
для левой: ![]() ;
;
Принимаем αол=19,95
где ![]()
Похожие работы
... принимаемых проектных решений. Область применения предлагаемый инструментарий параметрического моделирования может быть использован в рамках курсов «Детали машин», «Проектирование металлорежущих станков» и «Конструирование, расчет и САПР станков» . Содержание Введение 1 Проектирование фасонного резца 1.1 Исходные данные и алгоритм расчета: 1.2 Определение геометрических параметров режущей ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
... . В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов. 2 Токарный станок 2.1 Основные типы токарных станков Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно- ...
0 комментариев