Навигация
Описание конструкции трехвалковой прокатной клети
14265
знаков
0
таблиц
4
изображения
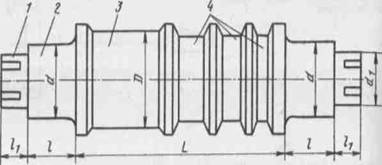
2. Описание конструкции трехвалковой прокатной клети
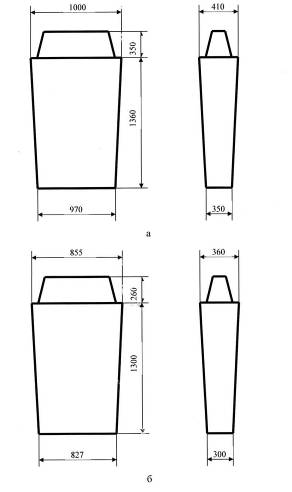
Рабочая трехвалковая клеть 430, предназначена для прокатки сортовых профилей до 40мм.
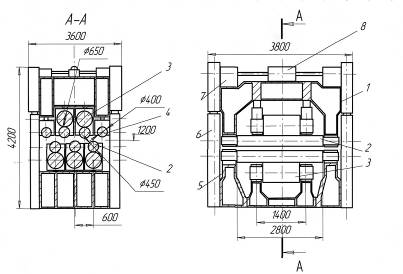
Рабочая клеть (черт. ФМ-194.08.001.01.00.00. СБ), состоит из станины открытого типа, состоящей из двух половин: корпуса (5) и крышки (6), соединенных болтами М20×1,5 (9), М36×1,5 (10), М36×1,5 (11). В расточках станины, под углом 1200 находится три рабочих вала, диаметром 125 мм, связанные между собой коническими зубчатыми зацеплениями (8), один из которых является приводным (1). Валы клети смонтированы на радиальных двухрядных сферических подшипниках 3003128 ГОСТ 5721-75 (12) установленных в расточках подушек (7). Для восприятия осевых нагрузок на концах валов установлены шариковые упорные 8128 ГОСТ 8338-75 (13), а для восприятия радиальных нагрузок радиальные 1000928 ГОСТ 8338-75 (14) подшипники. На валах при помощи шлицевого соединения закреплены бандажи (4), диаметром 430 мм и длиной бочки 70 мм. На концах валов (2) и (3) установлены стопорные гайки, для регулировки втулки, поджимающей нижнее кольцо подшипника. Для комбинированного охлаждения валов используются непрерывно подаваемая вода. Для смазки конической шестерни и подшипников в полости зацепления используется централизованная жидкая смазка, для остальных подшипников подается централизованная густая смазка.
Рабочий вал (1) приводиться от электродвигателя через редуктор, имеющий максимальный крутящий момент 23 кН*м. Затем крутящий момент распределяется на рабочие валы (2) и (3) через конические шестерни (8).
3. Расчет приводного вала на прочность
Расчёт приводного вала на прочность произведём основываясь на материалах работы [2].
3.1 Расчет сил в коническом зубчатом зацеплении [3]
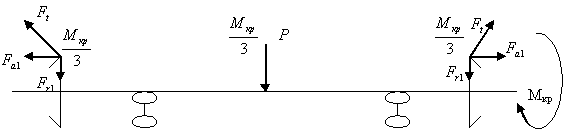
Рисунок 5. Силы в коническом зубчатом зацеплении
Исходные данные:
Наибольший крутящий момент ![]() ;
;
Диаметр шестерни в середине ширины зубчатого венца ![]() ;
;
Угол наклона зуба ![]() ;
;
Угол делительного конуса ![]() .
.
3.1.1 Расчет окружной силы
![]() , (1)
, (1)
где: ![]() наибольший крутящий момент, Н/м;
наибольший крутящий момент, Н/м;
![]() диаметр шестерни в середине ширины зубчатого венца.
диаметр шестерни в середине ширины зубчатого венца.
![]() .
.
3.1.2 Расчет радиальной силы на шестерне
![]() , (2)
, (2)
где: ![]() радиальный коэффициент силы.
радиальный коэффициент силы.
При угле наклона зуба равном ![]()
![]() ,
,
где: ![]() угол делительного конуса,
угол делительного конуса, ![]() .
.
![]() .
.
![]() .
.
3.1.3 Расчет осевой силы на шестерне
![]() , (3)
, (3)
где: ![]() осевой коэффициент силы.
осевой коэффициент силы.
При угле наклона зуба равном ![]()
![]() .
.
![]() .
.
3.2 Расчет результирующего напряжения
Исходные данные:
Диаметр вала: ![]() ;
;
Частота вращения вала: ![]() ;
;
Крутящий момент на валу: ![]() ;
;
Усилие на вал: ![]() .
.
3.2.1 Расчет реакций опор в вертикальной и горизонтальной плоскости
Проецируем на ось Y:
![]() ;
;
![]() ; (4)
; (4)
![]()
![]()
![]() .
.
![]()
![]() ;
;
![]() ; (5)
; (5)
![]()
![]() .
.
![]()
Проецируем на ось X:
![]() ;
;
![]()
![]() . (6)
. (6)
![]() .
.
![]() ;
;
![]()
![]() . (7)
. (7)
![]() .
.
Похожие работы
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
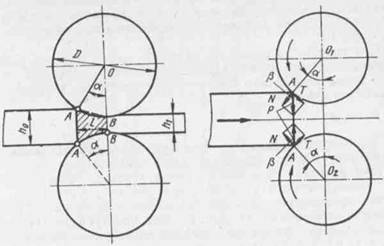
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев