Навигация
Расчет изгибающих моментов в плоскости X и Y
14265
знаков
0
таблиц
4
изображения
3.2.2 Расчет изгибающих моментов в плоскости X и Y
Вычислим изгибающие моменты в плоскости Y.
![]() . (8)
. (8)
![]() .
.
![]() .
.
![]() . (9)
. (9)
![]() .
.
![]() . (10)
. (10)
![]() .
.
![]() . (11)
. (11)
![]() .
.
Вычислим изгибающие моменты в плоскости X.
![]() .
.
![]() . (12)
. (12)
![]() .
.
![]() . (13)
. (13)
3.2.3 Определение эквивалентного изгибающего момента [4]
Эквивалентный изгибающий момент горизонтальных и вертикальных сил ищем в месте наибольшего изгибающего момента и найдется из зависимости:
![]() . (14)
. (14)
3.2.4 Расчет момента сопротивления в опасном сечении
![]() , (15)
, (15)
где: ![]() диаметр бочки вала,
диаметр бочки вала, ![]() .
.
![]() .
.
Тогда напряжение изгиба в опасном сечении:
![]() . (16)
. (16)
3.2.5 Расчет касательного напряжения в опасном сечении [5]
 , (17)
, (17)
где: ![]() момент сопротивления сечения при кручении
момент сопротивления сечения при кручении
![]() . (18)
. (18)
![]() .
.
![]() .
.
3.2.6 Проверочный расчет [4]
Поскольку у нас валы стальные, то результирующее напряжение вычисляется следующим образом:
![]() , (19)
, (19)
![]() .
.
Допускаемое напряжение равно:
![]() , [7] (20)
, [7] (20)
где: ![]() - запас прочности,
- запас прочности, ![]() ;
;
![]() .
.
![]() .
.
![]() .
.
Результирующее напряжение удовлетворяет условию прочности.
4. Расчет двухрядных сферических роликоподшипников на долговечность
Расчёт двухрядных сферических роликоподшипников произведём основываясь на материалах работы [4].
Исходные данные: [6]
Внутренний диаметр: ![]() ;
;
Внешний диаметр: ![]() ;
;
Номинальный угол контакта: ![]() ;
;
Диаметр ролика: ![]() ;
;
Число рядов тел качения в подшипнике: ![]() ;
;
Число тел качения в каждом ряду: ![]() ;
;
Длина ролика: ![]() .
.
Параметр осевого нагружения: ![]() ;
;
Динамическая грузоподъемность: ![]() ;
;
Статическая грузоподъемность: ![]() .
.
Суммарная радиальная реакция первой и второй опоры равны:
![]() (21)
(21)
Минимально необходимые для нормальной работы радиально-упорных подшипников осевые силы равны:
![]() . (22)
. (22)
Отношение
![]() ,
,
что меньше ![]()
![]() .
.
4.1 Расчет эквивалентной радиальной нагрузки
![]() , (23)
, (23)
где: ![]() коэффициент динамической радиальной нагрузки;
коэффициент динамической радиальной нагрузки;
![]() коэффициент динамической осевой нагрузки;
коэффициент динамической осевой нагрузки;
![]() радиальная нагрузка;
радиальная нагрузка;
![]() осевая нагрузка;
осевая нагрузка;
![]() коэффициент вращения,
коэффициент вращения, ![]() ;
;
![]() коэффициент безопасности, учитывающий динамическую
коэффициент безопасности, учитывающий динамическую
нагрузку, ![]() ;
;
![]() температурный коэффициент,
температурный коэффициент, ![]() .
.
![]() .
.
4.2 Расчет динамической грузоподъемности
![]() (24)
(24)
где: ![]() коэффициент пропорциональности;
коэффициент пропорциональности;
![]() .
.
Коэффициент находиться ![]() в зависимости от соотношения
в зависимости от соотношения
![]() ,
,
где: ![]() диаметр окружности, проходящей через центры тел качения.
диаметр окружности, проходящей через центры тел качения.
![]() .
.
В нашем случае ![]() .
.
Находим динамическую грузоподъемность:
![]() .
.
Рассчитаем подшипник на долговечность
![]() (25)
(25)
где: ![]() коэффициент, корректирующий ресурс в зависимости от
коэффициент, корректирующий ресурс в зависимости от
надежности, ![]() ;
;
![]() – коэффициент, характеризующий совместное влияние на
– коэффициент, характеризующий совместное влияние на
ресурс особых свойств подшипника и условий его
эксплуатации, ![]() .
.
![]() показатель степени,
показатель степени, ![]() .
.
![]() .
.
![]() .
.
Список использованной литературы
1. Целиков А.И., Зюзин В.И., и др. Современное развитие прокатных станов. – М.: Металлургия, 1972.– 324с.
2. Феодосьев В.И. Сопротивление материалов.–М.: МГТУ им. Н.Э.Баумана,1999. –592с.
3. Черновский С.А., Снесарев Г.А. Проектирование механических передач.–М.: Машиностроение, 1994. – 145с.
4. Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х томах -8-е изд., перераб. и доп. под ред. И.Н. Жестковой – М.: Машиностроение, 2001.–912с.
5. Целиков А.Н., Полухин П.И. Машины и агрегаты металлургических заводов. В 3-х томах Т.3. Машины и агрегаты для производства и отделки проката. – М.: Металлургия, 1988.–680с.
6. Перель Л.Я., Филатов А.А. Подшипники качения. Справочник. – М.: Машиностроение, 1992.–608с.
7. Технологическое оборудование прокатных цехов: конспект лекций.
Похожие работы
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
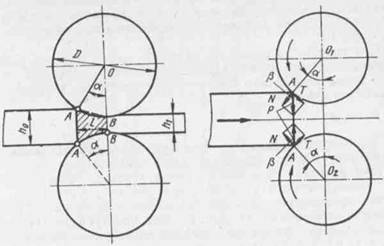
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев