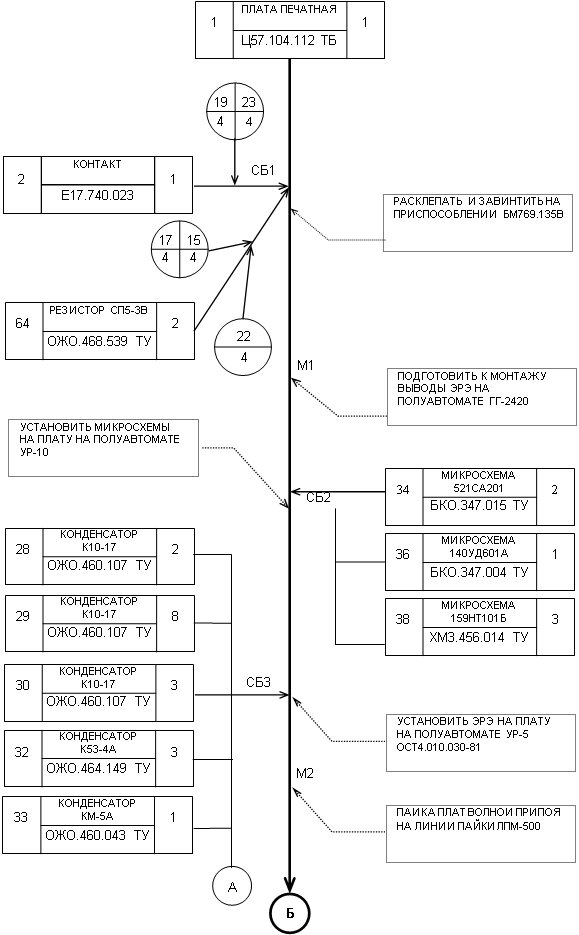
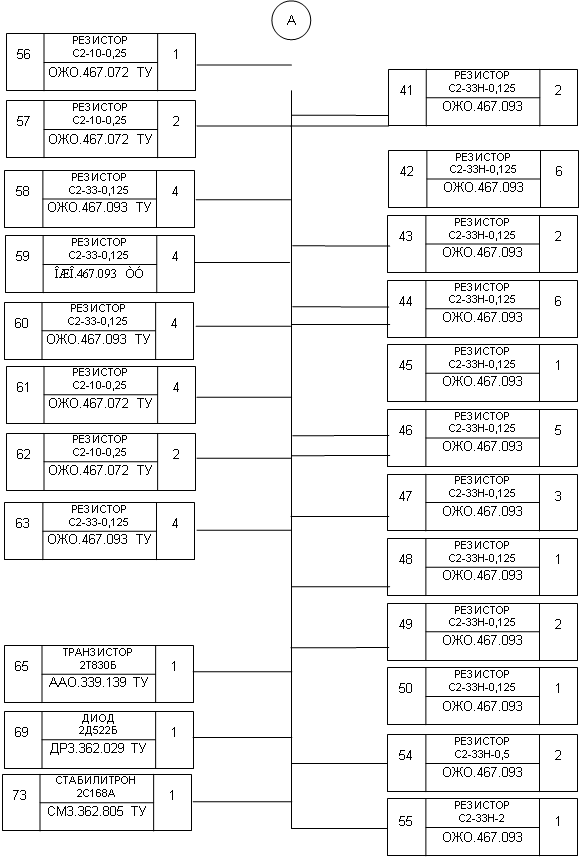
Разработка технологической схемы сборки
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
2. проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования.
Сравнение двух вариантов маршрутного технологического процесса сборки и монтажа усилителя фототока с указанием марок используемого оборудования приводится в таблице 3.1.
Таблица 3.1 – Сравнение вариантов маршрутного ТП
| № | Последовательность операций | Вариант 1 | Вариант 2 | |||||||
| Оборудование и оснастка | Топ | Тшт | Тпз.см | Оборудование и оснастка | Топ | Тшт | Тпз.см | |||
| Мин. | мин. | |||||||||
| 010 | Входной контроль печатных плат | Стол монтажный СМ-3 | 0.3 | 0,225 | 5 | Стол монтажный СМ-3 | 0.3 | 0,225 | 5 | |
| 020 | Установка шпилек и развольцовка | Стол монтажный СМ-3, приспособление | 0.15 | 0,112 | 5 | Стол монтажный СМ-3, приспособление | 0.15 | 0,112 | 5 | |
| 030 | Подготовка ЭРЭ к монтажу | Полуавтомат ГГ-2420 | 0,98 | 0,735 | 20 | Приспособление | 5,0 | 3,75 | 10 | |
| 040 | Установка ЭРЭ на плату (кроме транзисторов) | Полуавтомат УР-1, (ГГ-1633) | 1,99 | 0,149 | 20 | Пинцет ГГ-7879-4215 | 2,8 | 2,1 | - | |
| 050 | Установка тразисторов | Полуавтомат УР-2 | 1,05 | 0,778 | 20 | Пинцет ГГ-7879-4215 | 2,8 | 2,1 | - | |
| 060 | Пайка плат волной припоя | Линия пайки ЛПМ-500 | 1,86 | 1,396 | 50 | Установка пайки ПАП-300 | 2,01 | 1,5 | 50 | |
| 070 | Установка конденсаторов | Паяльник ПСН-40 Стол монтажный СМ-3 | 3,52 | 2,64 | 5 | Паяльник ПСН-40 Стол монтажный СМ-3 | 3,52 | 2,64 | 5 | |
| 080 | Установка транзисторов с радиатором VT5-VT-6 | Паяльник ПСН-40 Стол монтажный СМ-3 | 3,52 | 2,64 | 5 | Паяльник ПСН-40 Стол монтажный СМ-3 | 3,52 | 2,64 | 5 | |
| 090 | Установка трансформаторов Tp-Tp2 | Паяльник ПСН-40, пассатижи, стол монтажный СМ-3 | 4,5 | 3,37 | 5 | Паяльник ПСН-40, пассатижи, стол монтажный СМ-3 | 4,5 | 3,378 | 5 | |
| 100 | Очистка плат | УЗ ванна УЗВ-1.5 | 0,98 | 0,735 | 10 | Ванна цеховая, Щетка | 3,10 | 2,327 | - | |
| 110 | Сушка плат | Термошкаф СНОЛ | 1 | 0,75 | 5 | Термошкаф СНОЛ | 1 | 0,75 | 5 | |
| 120 | Влагозащита | Стол монтажный СМ-3 с вытяжкой | 3 | 2,252 | 5 | Стол монтажный СМ-3 с вытяжкой | 3 | 2,252 | 5 | |
| 130 | Сушка плат | Термошкаф СНОЛ | 1 | 0,75 | 5 | Термошкаф СНОЛ | 1 | 0,75 | 5 | |
| 140 | Покрытие лаком | Шкаф 3Ш-Ж | 2 | 1,5 | 10 | Шкаф 3Ш-Ж | 2 | 1,5 | 10 | |
| 150 | Маркировка, контроль | Приспособление визуального контроля ГГ 63669/012 | 1,95 | 1,464 | 5 | Приспособление визуального контроля ГГ 63669/012 | 1,95 | 1,464 | 5 | |
| Итого: | 42,358 | 19,496 | 17575 |
| 51,265 | 27,44 | 115 | |||
Расчетное количество единиц оборудования (расчетное количество числа рабочих мест) и коэффициента загрузки оборудования по операциям в зависимости от варианта приведены в таблице 4.2:
Таблица 4.2 - Расчётное количество единиц оборудования и коэффициента загрузки оборудования по операциям
| № операции | Вариант 1 | Вариант 2 | ||||
| Cpi | Спрi | Кз | Cpi | Спр | Кз | |
| 010 | 1,13 | 2 | 1,13 | 2 | ||
| 020 | 0,065 | 1 | 0,065 | 1 | ||
| 030 | 0,429 | 1 | 2,19 | 3 | ||
| 040 | 0,87 | 1 | 1,22 | 2 | ||
| 050 | 0,46 | 1 | 1,22 | 2 | ||
| 060 | 0,815 | 1 | 0,88 | 1 | ||
| 070 | 1,54 | 2 | 1,54 | 2 | ||
| 080 | 1,54 | 2 | 1,54 | 2 | ||
| 090 | 1,97 | 2 | 1,97 | 2 | ||
| 100 | 0,429 | 1 | 1,35 | 2 | ||
| 110 | 0,438 | 1 | 0,438 | 1 | ||
| 120 | 1,315 | 2 | 1,315 | 2 | ||
| 130 | 0,438 | 1 | 0,438 | 1 | ||
| 140 | 0,877 | 1 | 0,877 | 1 | ||
| 150 | 0,85 | 1 | 0,85 | 1 | ||
| Всего: | 13,16 | 20 | - | 17,02 | 25 | - |
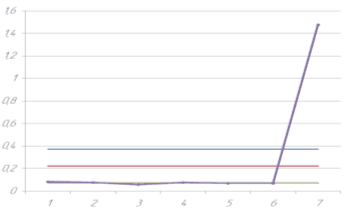
Для наглядного представления о средней загрузке оборудования на линии и каждой единицы оборудования строим графики загрузки оборудования (см. рисунки 4.1 и 4.2).
На графиках указаны средние значения коэффициента загрузки оборудования на линии, нормативные значения которого зависят от типа производства.
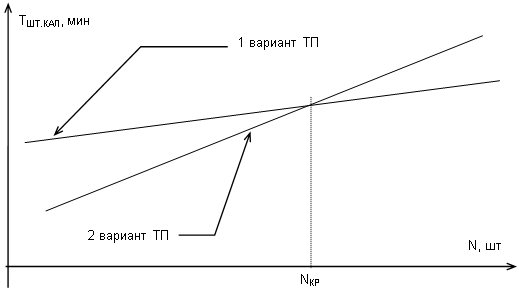
Для выбора варианта ТП составляем два уравнения:
 14,41(мин.),(4.7)
14,41(мин.),(4.7)
 29,31(мин.),(4.8)
29,31(мин.),(4.8)
где m - число операций по первому варианту, n - соответственно по второму варианту.
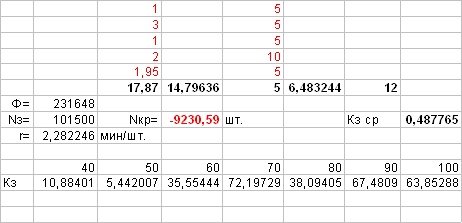 Рисунок 3.1 – График загрузки оборудования по варианту I
Рисунок 3.1 – График загрузки оборудования по варианту I
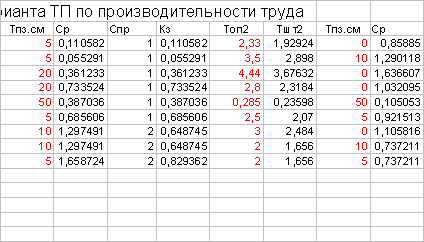
Рисунок 3.2 – График загрузки оборудования по варианту II
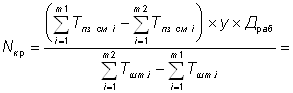
Рассчитываем критический размер партии:
Nкр=
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

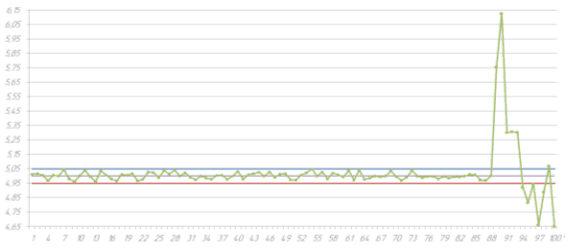

... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев