Разработка технологической схемы сборки
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Шт.,(4.9)
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
 2343 шт.,(4.9)
2343 шт.,(4.9) Для варианта ТП с большим уровнем автоматизации характерна большая величина подготовительно-заключительного времени и меньшая сумма штучного времени.
Подготовительно-заключительное время Тпз. рассчитывают как:
Тпз=Тпз.см×S×Др, (4.10)
где Тпз.см - подготовительно-заключительное сменное время, определяется в соответствии с инструкцией по эксплуатации и выражает готовность оборудования на начало технологического процесса (см. таблицу 4.1).
Исходя из полученных результатов, оптимальным по трудоемкости является вариант I, т.е. автоматизированный, т.к. время на изготовление изделия автоматизированным методом меньше времени изготовления изделия с помощью простейших приспособлений.
Заметим, что величина размера критической партии, полученная с помощью программы variant.exe, составляет 1947 шт., что с определенной степенью допущения можно считать приближенно равным рассчитанному выше значению.
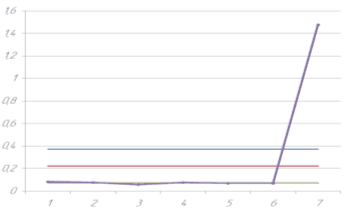
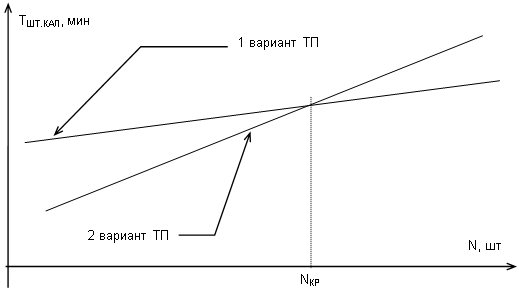
Для наглядности построим график зависимости Тшт.кал=f(Nв). Для этого, пользуясь формулой (4.4), найдем значения суммарного штучно-калькуляционного времени для двух сравниваемых процессов. Полученные значения приведены в таблице 4.3:
Таблица 4.3 – Результаты расчета Тшт.кал
| Nв.,шт. | 500 | 1000 | 1500 | 2343 | 2500 | 3000 | 4000 | 5000 | 6000 | 7000 | 8000 | 9000 | 10000 | |
| I вариант ТП | Тшт.кал.1, мин | 164 | 89 | 64 | 46 | 44 | 39 | 33 | 29 | 26 | 25 | 23 | 22 | 21 |
| II вариант ТП | Тшт.кал.2, мин | 109 | 69 | 55 | 46 | 45 | 42 | 39 | 37 | 36 | 35 | 34 | 33,7 | 33,29 |
Логический смысл сравнения заключается в том, что вариант I с большим уровнем автоматизации имеет большую сумму подготовительно-заключительного времени ввиду сложности оборудования, однако ему соответствуют меньшие затраты штучного времени вследствие большей производительности оборудования.
Из графика видно, что при заданной программе выпуска Nв=250000 шт./год и размере критической партии Nкр=2343 шт., меньшую величину суммарного штучно-калькуляционного времени будет иметь I-ый вариант ТП. Просто размер партии будет лежать значительно правее построенных кривых на рисунке 4.3. Так значения Тшт.кал для заданной программы составят:
- для I варианта 14,65 мин.;
- для II варианта 29,45 мин.
Этот факт еще раз подтверждает правильность выбранного варианта I.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

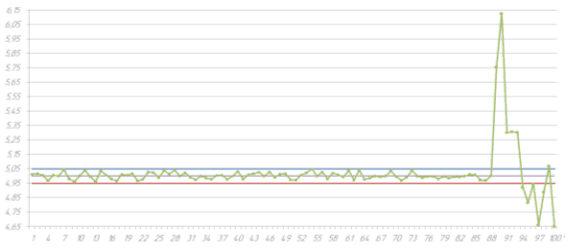

... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
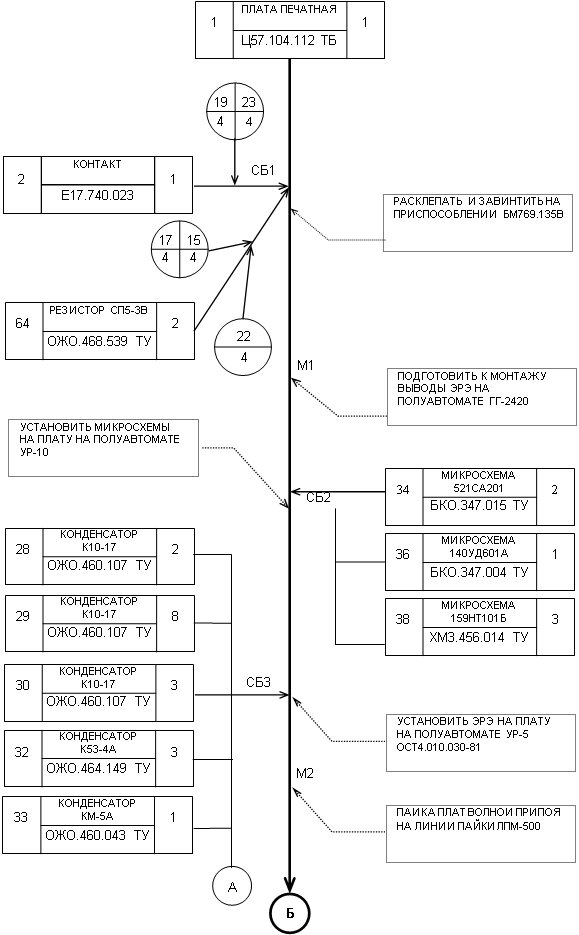
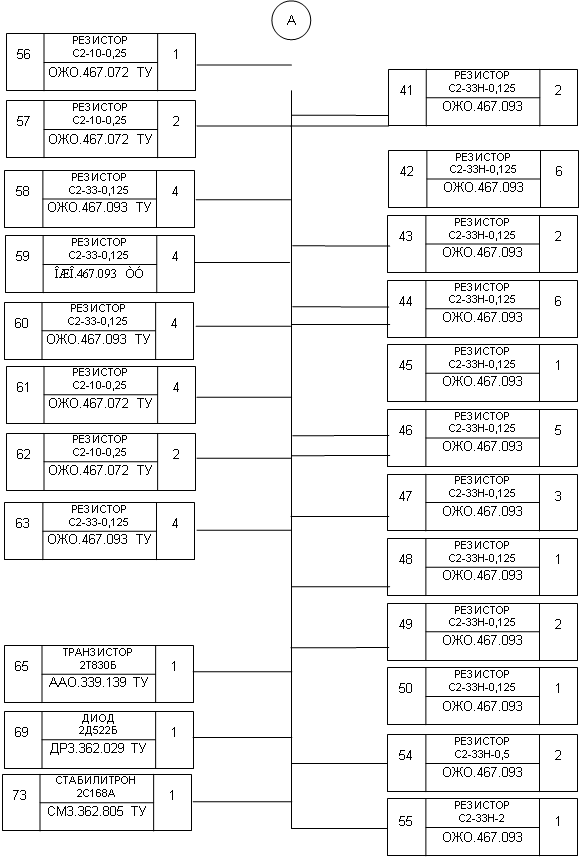
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев