Разработка технологической схемы сборки
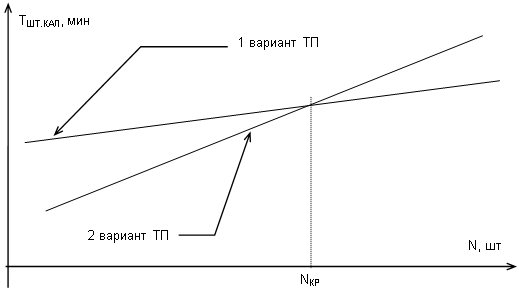
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Проектирование участка сборки и монтажа
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
5. Проектирование участка сборки и монтажа
Высшей формой организации сборочного процесса являются автоматические и автоматизированные линии. Применение их в массовом производстве обеспечивает значительный экономический эффект. Однако поскольку производство РЭА в основном мелкосерийное и среднесерийное широкой номенклатуры, то наибольший эффект дает использование линий и участков гибкого переналаживаемого производства (ГАП), что позволяет быстро перестроить оборудование при изменениях номенклатуры выпуска, повысить качество изделий и обеспечить ритмичность выполнения заданной программы. Однако конструктивно-технологические требования к печатным платам, на которых осуществляется автоматизированная сборка РЭА и ИМС, ужесточаются по сравнению с ручной сборкой.
Для организации линии автоматизированной сборки необходимо решить следующие проблемы:
- обеспечить конструктивно-технологические требования к печатным платам под автоматизированную сборку;
- выбрать элементы, подлежащие автоматической установке на платы, и варианты их закрепления;
- выбрать автоматизированное или автоматическое технологическое оборудование для сборки и монтажа элементов на платах и скомпоновать технологическую линию;
- выбрать транспортное средство, обеспечивающее подачу элементов и деталей на сборку, перемещение объекта по позициям сборки, удаление и складирование готовой продукции.
Технологические требования к конструкциям сборочных единиц на печатных платах, предназначенных для автоматизированной сборки, установлены ОСТ 4.091.124-79.
При организации линии или участка сборки выбор транспортных средств зависит от организационной формы сборки. Для массового и крупносерийного производства изделий небольшого числа наименований при значительной доле ручного труда на сборке применяют одно- и многопредметные непрерывные поточные линии. Поточная сборка изделий более производительна, т.к. сокращаются производственный цикл и межоперационные заделы, углубляется специализация рабочих, создается возможность механизации определенных операций путем применения специальной технологической оснастки и полуавтоматического оборудования.
Поточная линия оборудуется конвейером, который по своему назначению может быть распределительным и рабочим. На распределительном конвейере сборка происходит при съеме предмета с несущего органа на рабочее место сборщика. Такой конвейер применяется в тех случаях, когда отдельные операции выполняются на параллельных рабочих местах. Рабочий конвейер используется для сборки предметов, находящихся непосредственно на ленте конвейера. Лента конвейера может иметь непрерывное или пульсирующее движение. Для передачи изделий и сборочных единиц с одного участка на другой применяют транспортные конвейеры.
При проектировании одно-предметной непрерывно-поточной линии, построенной на конвейере, проводят расчет в следующей последовательности:
- определяют ритм выпуска изделий r по выражению 3.1. В массовом производстве ритм выпуска единицы продукции получается весьма незначительным, поэтому линию рассчитывают иногда по ритму пачки одноименных сборочных единиц:
r=![]() ,(5.1)
,(5.1)
где nтр. - количество изделий, транспортируемых в пачке.
Для нашего случая (см. раздел 3) r=0,89 мин./шт.
- рассчитывают количество рабочих мест, выполняющих параллельно одну и ту же операцию:
![]() ,(5.2)
,(5.2)
где Топi - нормы оперативного времени i-й операции.
- определяют коэффициент загрузки рабочих мест как отношение расчетного числа рабочих мест к принятому, фактическому:
Кзi=![]() ,(5.3)
,(5.3)
Данные о расчетном, принятом количестве рабочих мест, а также данные о коэффициенте загрузки см. в таблице 4.2.
Операции считаются синхронизированными, если 0,9<Кзi<1,2.
- находят общее количество рабочих мест сборщиков на линии:
Кр=![]() =18 (р/м),(5.4)
=18 (р/м),(5.4)
где Тсб - трудоемкость сборки изделия, равная ![]() ;
;
n - количество операций.
При количестве рабочих мест, равном или меньше 10, организация линии поточной сборки экономически нецелесообразна, если количество мест больше 50 – необходимо организовать две или более линий. Поскольку в нашем случае число рабочих мест составляет 18, то организация линии поточной сборки экономически целесообразна.
- рассчитывают общее количество рабочих мест на линии:
Кобщ=Кр+Крез+Ккомп+Кконтр=18+2+1+1=22 (р/м),(5.5)
где Крез - количество резервных мест, равное 0,1×Кр;
Ккомп, Кконтр - количество рабочих мест комплектовщиков и контролеров соответственно, принимаем Ккомп=Кконтр=1.
- рассчитывают шаг конвейера:
d=Vн×r=1,2×0,89=1,07 (м),(5.6)
где Vн - скорость непрерывного движения ленты конвейера, м/мин.
- определяют длину конвейера:
L=Lр+L1+L2=9,2+1+1=11,2 (м),(5.7)
где Lр - рабочая длина несущего органа конвейера:
Lр=![]() 9,2 (м), (5.8)
9,2 (м), (5.8)
где Кmax – максимальное количество рабочих мест на линии;
l – расстояние между двумя соседними рабочими местами, l=0,8 м.
L1,L2 - длина приводной и натяжной станций соответственно, выбираемые по справочным данным, принимаем L1=L2=1 м.
Выбираем ленточный распределительный конвейер ПТ-92 с двусторонним в ²шахматном² порядке расположением рабочих мест.
- рассчитывают размеры заделов, т.е. то количество изделий, которые в данный момент времени либо находятся на линии, либо транспортируются, либо необходимы для нормальной бесперебойной работы:
Nз=Nтех+Nтр+Nрез+Nобор=18+9+10+500=537 (шт.),(5.9)
где Nтех - технологический задел, представляющий собой изделия на линии, над которыми непосредственно проводятся технологические операции:
Nтех=Кр×nтр=18×1=18 (шт.),(5.10)
Nтр - транспортный задел, т.е. количество изделий, которые находятся в каждый момент времени в движении с одного рабочего места на другое при непрерывном движении конвейера:
Nтр=![]() 9 (шт.),(5.11)
9 (шт.),(5.11)
Nрез - резервный задел, который необходим для нормальной работы линии и составляет 2% от сменного задания:
Nрез=![]() 10 (шт.), (5.12)
10 (шт.), (5.12)
Nобор - оборотный задел, создаваемый на комплектовочной и упаковочной площадках в размере сменной потребности линии:
Nобор=![]() 500 (шт.),(5.13)
500 (шт.),(5.13)
При составлении технологической планировки поточной линии необходимо обеспечить рациональное направление грузопотока, максимальную прямоточность процесса сборки, рациональную компоновку рабочих мест на линии.
Планировку участка сборки выполняют в масштабе 1:50 или 1:100, при этом указывают основную производственную площадь, вспомогательные помещения, перегородки, окна, двери, колонны, силовые щиты электроснабжения, вентиляционные шахты, места подводки электроэнергии, сжатого воздуха, местного освещения и т.п.
Требования, которые должны быть учтены при планировке участка:
1) технологический поток изготовления изделий должен быть непрерывным;
2) транспортно-складские работы должны быть максимально автоматизированы и механизированы;
3) должна быть обеспечена сохранность материальных ценностей, а также возможность учета деталей, полуфабрикатов и готовых изделий;
4) капитальные затраты должны быть оптимальными, а окупаемость оборудования должна укладываться в нормативы.
Для планировки участка необходимо знать:
1) нормы ширины проходов:
- между линиями при транспортировании деталей на электрокаре – 1400 мм;
- от стены – 1000 мм.
2) нормы расстояния между рабочими местами – 1000¸1200 мм.
3) нормы расстояния между рабочими местами и колонками – 1300 мм.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

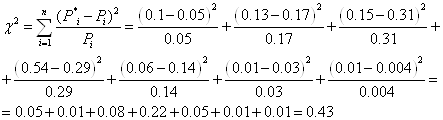
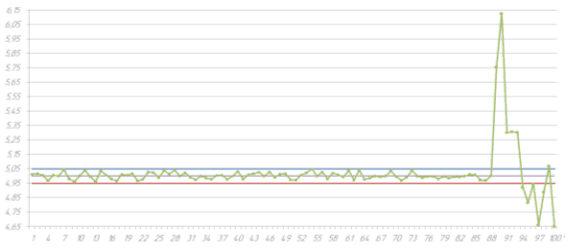

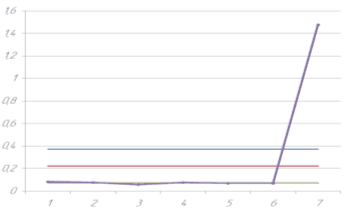
... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
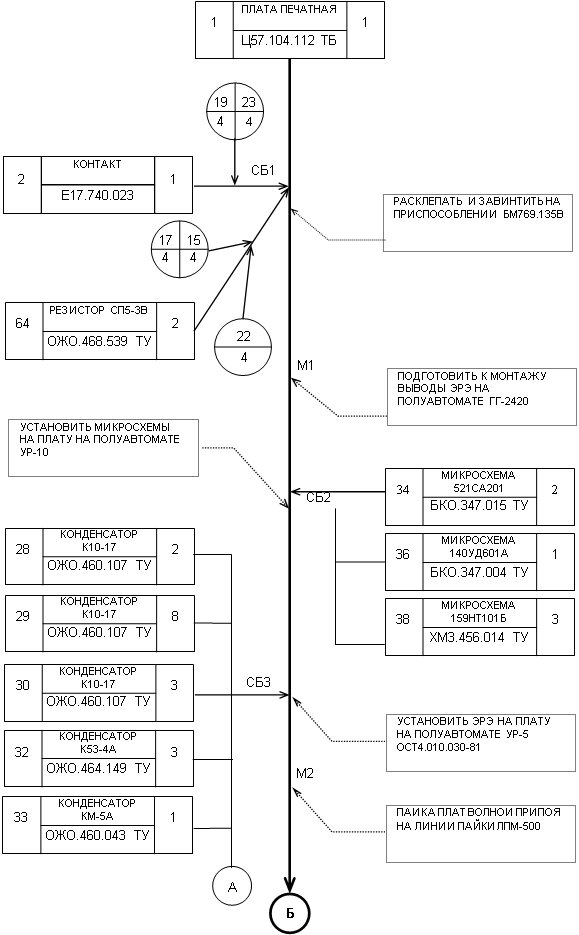
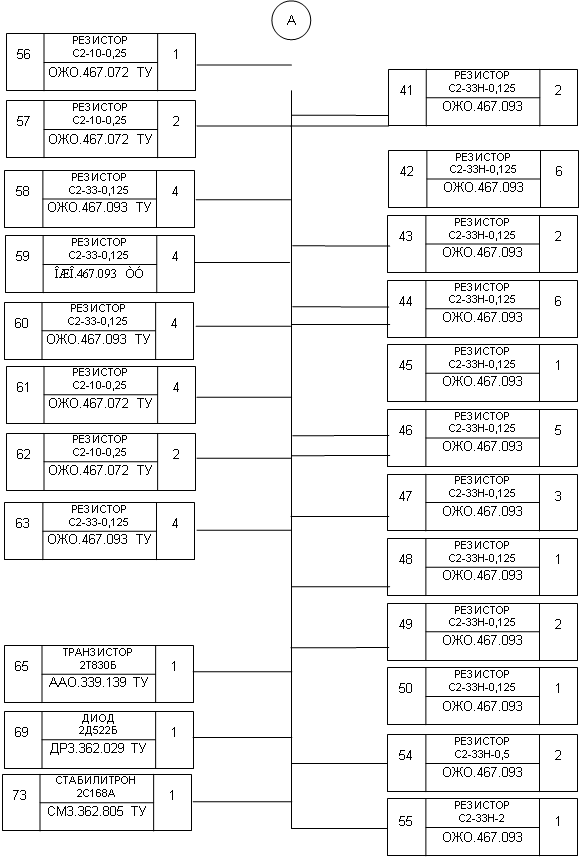
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев