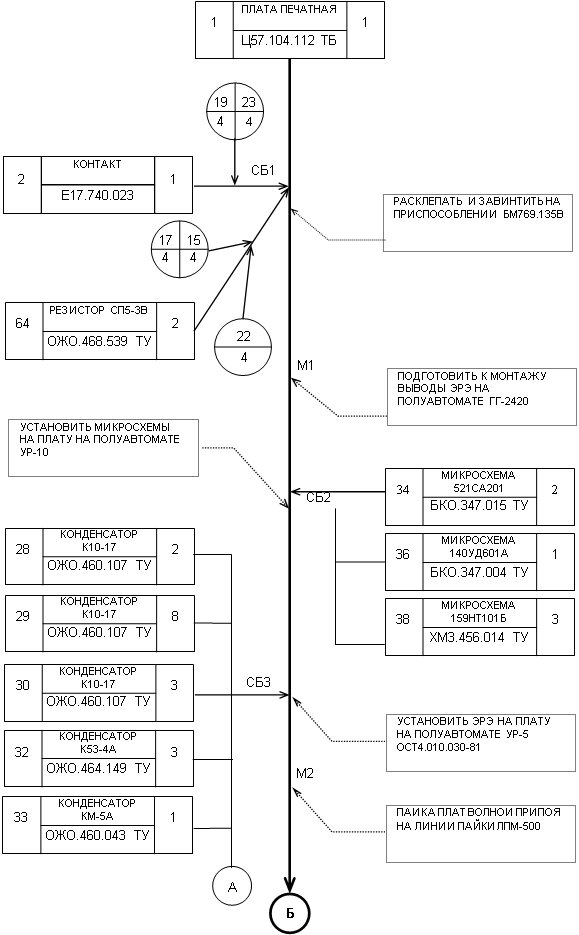
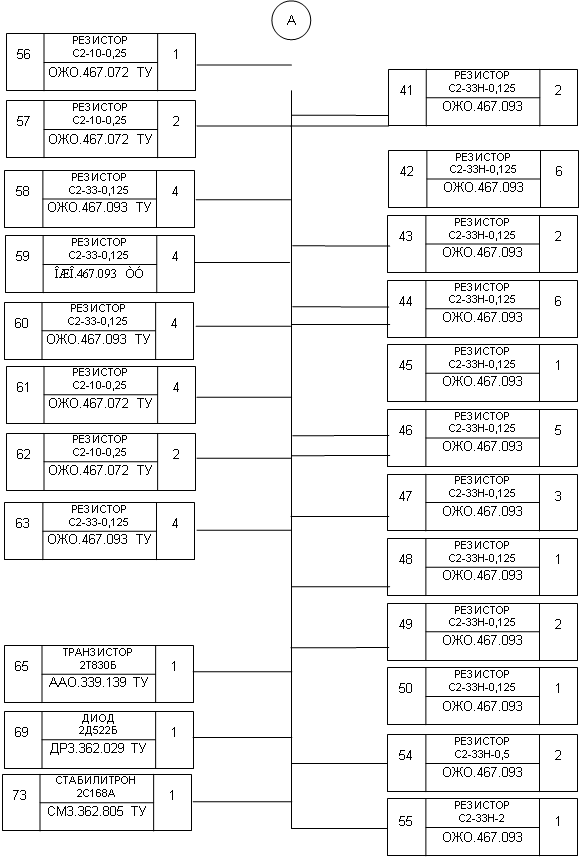
Разработка технологической схемы сборки
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
3. Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проектирование техпроцесса начинается с составления маршрутной технологии сборки на основании анализа технологической схемы сборки. Разработка маршрутной технологии включает в себя определение групп оборудования по операциям, а так же технико-экономических данных по каждой операции.
При разработке маршрутной технологии необходимо руководствоваться следующим:
- при поточной сборке разбивка процесса на операции определяется тактом выпуска (ритмом сборки), причем время, затрачиваемое на выполнение каждой операции, должно быть равно или кратно ритму;
- предшествующие операции не должны затруднять выполнение последующих;
- на каждом рабочем месте должна выполняться однородная по характеру и технологически законченная работа;
- после наиболее ответственных операций сборки, а также после регулировки или наладки предусматривают контрольные операции;
- применяют более совершенные формы организации производства - непрерывные и групповые поточные линии, линии и участки гибкого автоматизированного производства (ГАП).
При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267).
Средства технологического оснащения, используемые при изготовлении изделий, согласно ГОСТ 14.301-73 включают:
- технологическое оборудование (в том числе контрольное и испытательное);
- технологическую оснастку (в том числе инструмент и контрольные приспособления);
- средства механизации и автоматизации производственного процесса.
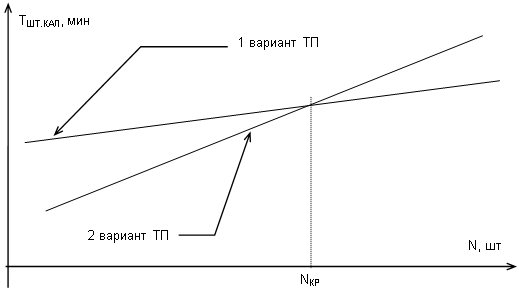
Затраты на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделий должны быть представлены в виде отношений: основных времен, штучных времен, приведенных затрат на выполнение работ. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор вариантов оборудования, характеризующихся степенью механизации и автоматизации, должен проводиться исходя из следующих условий:
- приведенные затраты на выполнение технологического процесса - минимальные;
- период окупаемости оборудования - минимальный.
Важным показателем правильности выбора технологического оборудования является коэффициент загрузки и использования оборудования по основному времени. Коэффициент загрузки оборудования Кз определяется как отношение расчетного количества единиц оборудования по данной операции Ср к принятому (фактическому) количеству Спр:

(3.1)
Расчетное количество единиц оборудования (рабочих мест) определяется как отношение штучного времени данной операции Тшт к такту выпуска t:
![]()
(3.2)
При выборе оптимального варианта техпроцесса используют следующие технико-экономические показатели:
- технологическую себестоимость;
- производительность труда;
Экономичный - процесс, который при заданных условиях обеспечивает минимальную технологическую себестоимость. Производительность соответствует наименьшим затратам живого труда и обеспечивает быстрый выпуск продукций, важной для народного хозяйства.
Производительность - количество деталей в штуках, которое изготовлено за единицу времени. Средняя величина производительности определяется:
(3.3)
![]()
где Ф - полезный фонд на заданный плановый период времени;
Тштi – суммарная трудоемкость по i-ой операции.
Штучно-калькуляционное время:
![]()
(3.4)
где Тп.з. - подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска:
Тшт - штучное время, затрачиваемое на каждую сборку:
Тшт= Тосн + Твспом + Тобсл + Тпер,(3.5)
где Тосн - основное время (время работы оборудования);
Твспом - вспомогательное время (время на установку и снятие детали);
Тобсл - время обслуживания (время обслуживания и замены инструмента);
Тпер - время перерывов (время на регламентированные перерывы в работе).
Для сборочно-монтажного производства объединяют Тосн и Твспом и получают оперативное время, а (Тобсл + Тпер) составляют дополнительное время и задают его в процентах от Топ. в качестве коэффициентов.
Согласно ОСТ 4ГО.050.012 "Нормирование сборочно-монтажных работ в производстве РЭА" выделяются 3 группы сложности:
1) РЭА 2-го поколения с использованием ПП и дискретных элементов;
2) РЭА 3-го поколения (ПП, ИМС);
3) РЭА 4-го поколения (МБС, МБОГ).
Для 1 группы сложности и крупносерийного производства К1=0,75;
К2 - коэффициент, учитывающий подготовительно-заключительное время и время обслуживания в % от оперативного времени (К2=5,4%);
К3 - коэффициент, учитывающий долю времени на перерывы в работе в % от оперативного времени, зависит от сложности выполняемой работы и условий труда (для простых условий труда К3=5%).
Выбор оптимального варианта технологического процесса осуществляется путем сравнения 2-3-х вариантов, отличающихся различным оборудованием, уровнем механизации и автоматизации.
Выбор технологического оборудования производят с учетом следующих критериев:
1. сравнение типов оборудования, которые отвечают одинаковым требованиям по реализации ТП по следующим параметрам:
- производительность;
- потребляемая мощность;
- габариты;
- затраты на приобретение и эксплуатацию.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

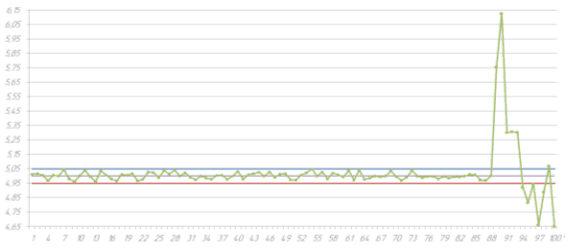

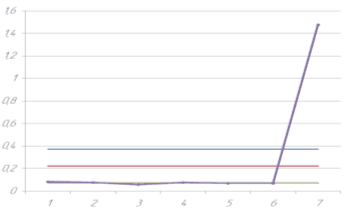
... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев